钎焊石墨治具,液冷板钎焊石墨模具,石墨模具加工,水冷板钎焊石墨模具,石墨治具,石墨治具加工,高纯石墨模具,钎焊石墨模具加工,石墨模具加工厂,石墨模具生产厂家
钎焊石墨治具的加工工艺需统筹材料特性、加工精度与运用功能,其注意事项涵盖加工前准备、加工进程操控、表面处理及后处理等环节,具体如下:
一、加工前准备:材料选择与设备适配
材料选择与检查
纯度与密度:优先选用高纯度(≥99.9%)、高密度(≥1.8g/cm3)的石墨材料,以减少加工进程中的崩裂危险并进步治具的耐热性。例如,等静压成型石墨因密度均匀性佳,更适合精密加工。
缺陷排查:通过超声波检测或肉眼查询,打扫材料内部的气孔、裂纹等缺陷,防止加工后缺陷扩展导致治具失效。
设备与刀具适配
高刚性设备:选用床身刚性强、主轴转速高的数控加工中心(如五轴联动机床),以减少振荡对加工精度的影响。
专用刀具:选用金刚石涂层刀具或硬质合金刀具,刀刃需尖利且排屑槽规划合理,防止石墨粉堵塞导致刀具过热磨损。例如,平底带R刀(圆角刀)可减少加工应力会集,防止崩边。
二、加工进程操控:参数优化与工艺稳定性
切削参数设置
低速高进给:切削速度主张操控在500-1500m/min,进给率0.05-0.2mm/rev,以平衡加工功率与表面质量。例如,粗加工时选用较低转速(800-1000m/min)和较大进给(0.15mm/rev),精加工时则进步转速至1200-1500m/min,下降进给至0.05mm/rev。
分层切削:对于深腔结构,选用分层切削战略,每层切削深度不超越刀具直径的50%,防止刀具接受过大径向力导致开裂。
冷却与润滑
干式切削为主:石墨加工易发生粉尘,优先选用干式切削,但需配备高效吸尘装置(吸力≥2000m3/h)及时清除粉尘,防止二次切削危害表面。
微量润滑(MQL):在精加工阶段可少数喷洒植物基切削液,下降切削温度并延伸刀具寿命,但需确保切削液与石墨兼容,防止残留导致后续钎焊缺陷。
加工次序与装夹
先粗后精:先完结外形粗加工,再加工内腔和细节结构,最后进行精修和抛光,以减少重复装夹带来的误差。
柔性装夹:选用真空吸盘或软爪卡盘装夹,防止刚性夹具导致石墨部分应力会集而开裂。例如,在加工薄壁结构时,可通过填充白腊或低熔点合金增强工件刚性。
三、表面处理:进步润湿性与耐腐蚀性
表面清洁
去油去污:运用酒精或丙酮擦洗表面,去除加工残留的油污和指纹,防止钎焊时构成气孔。
喷砂处理:对表面进行喷砂(粒度80-120目)以添加粗糙度,进步钎料附着性,但需操控压力(0.2-0.3MPa)防止过度腐蚀。
金属化处理(可选)
化学镀镍:在石墨表面沉积一层0.5-2μm的镍层,显著改善与铜基、银基钎料的润湿性。例如,经化学镀镍的石墨治具,其钎焊接头抗剪强度可进步40%以上。
等离子喷涂:喷涂钛(Ti)或钼(Mo)层,构成冶金结合,适用于高温钎焊场景(如与钛合金衔接)。
四、后处理与质量检测:确保功能合格
去应力退火
在惰性气体维护下进行高温退火(1000-1200℃,保温2-4小时),消除加工应力,防止钎焊进程中因应力开释导致治具变形。例如,航空航天用石墨治具需通过此步骤将剩余应力下降至≤50MPa。
标准与形位公差检测
运用三坐标测量仪(CMM)检测关键标准(如平面度≤0.01mm、平行度≤0.02mm),确保治具与待焊工件的协作空隙≤0.05mm。
对复杂结构(如异形腔体)进行CT扫描,验证内部无缺陷。
耐热性验证
模仿钎焊工况进行高温检验(温度≥钎焊温度50℃,保温1小时),查询治具是否呈现开裂、变形或氧化剥落。例如,半导体封装用石墨治具需通过1300℃高温循环检验(10次)无危害。
五、安全与环保:标准操作与废弃物处理
粉尘防护
操作人员需佩戴防尘口罩(如N95级)和护目镜,加工区域设置独立排风体系,粉尘浓度操控在≤5mg/m3。
守时清理设备导轨和丝杠上的石墨粉,防止磨损加剧。
废弃物分类
将石墨废料(如切屑、边角料)与金属废料分开回收,石墨废料可重熔再生或用于制备碳刷等低端产品。
含切削液的废液需经油水分别处理后排放,契合环保标准。

-

电子产品用烧结治具,微电子焊接定位石墨工装,高精密电子封装石墨治具,电子烧结石墨模具加工,进口二极管封装石墨模具,电子烧结石墨治具,发热管石墨模具,电子烧结石墨模具生产厂家
-

电子产品用烧结治具,微电子焊接定位石墨工装,电子烧结石墨模具加工,高精密电子封装石墨治具,进口二极管封装石墨模具,电子烧结石墨治具,发热管石墨模具,电子烧结石墨模具生产厂家
-
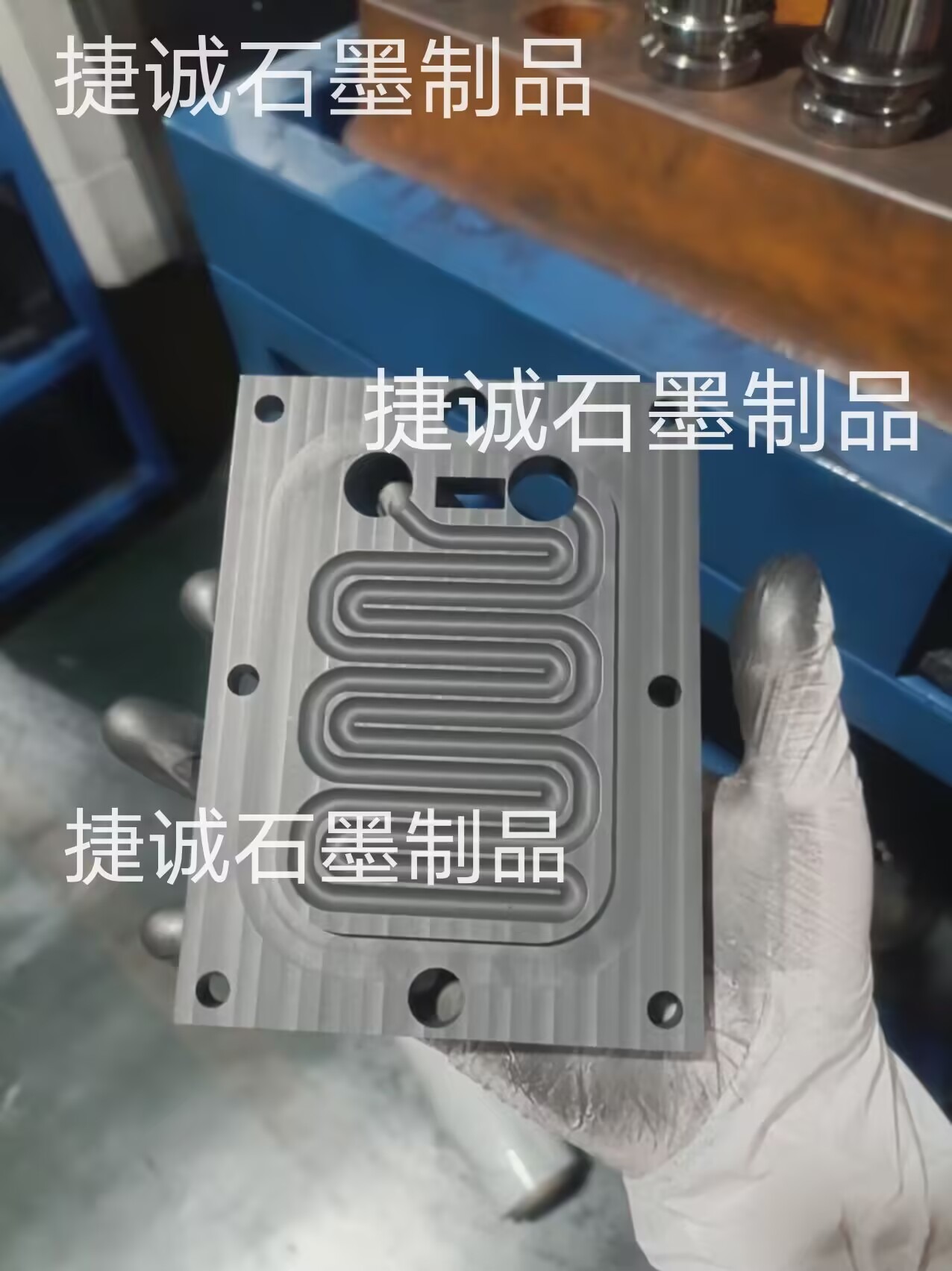
钎焊石墨夹具,钎焊封装治具,钎焊石墨治具,复合水冷板石墨模具,铝钎焊石墨夹具,IGBT水冷板钎焊工装,螺丝直压钎焊治具,激光光纤水冷板模具,铜水冷板钎焊石墨工装,钎焊石墨模具加工,石墨模具
-
钎焊封装治具,钎焊石墨治具,复合水冷板石墨模具,铝钎焊石墨夹具,IGBT水冷板钎焊工装,螺丝直压钎焊治具,激光光纤水冷板模具,铜水冷板钎焊石墨工装,钎焊石墨模具加工,石墨模具
-
钎焊石墨模具,冷头钎焊石墨模具,铜真空钎焊石墨工装,钎焊封装治具,钎焊石墨夹具,IGBT水冷板钎焊工装,钎焊板式石墨模具,铝钎焊石墨治具,真空焊石墨工装夹具,铜管水冷板工装
-
钎焊石墨模具,钎焊封装治具,钎焊石墨夹具,冷头钎焊石墨模具,铜真空钎焊石墨工装,IGBT水冷板钎焊工装,钎焊板式石墨模具,铝钎焊石墨治具,真空焊石墨工装夹具,铜管水冷板工装