钎焊石墨治具,高纯石墨模具,高纯钎焊石墨治具,石墨钎焊治具,石墨模具,石墨治具,石墨模具加工,石墨治具加工,高纯石墨模具加工,石墨模具加工厂,石墨模具生产厂家
钎焊石墨治具的预处理过程及分析如下:
一、外表清洁处理
去污
使用酒精或丙酮擦洗石墨治具外表,彻底清除油污、尘埃等杂质。这一过程是基础且要害的,由于污染物会阻止钎料与石墨的潮湿,导致焊接缺陷。例如,在半导体封装中,石墨治具的清洁度直接影响芯片的焊接良品率,微米级污染可能导致电学功能失效。
脱气处理(针对多孔石墨)
氢气炉脱气:在1100℃下加热20分钟,氢气取代孔隙中的空气,一起起还原作用,防止高温下气体逸出影响真空度。
真空灼烧:在真空度10mmHg、1300-1400℃条件下灼烧,进一步去除孔隙中的残留气体。此方法适用于对真空度要求极高的场景,如航空航天发动机部件的钎焊。
二、外表金属化处理(增强潮湿性)
电镀或喷镀过渡层
电镀:在石墨外表沉积一层镍(Ni)或铜(Cu),厚度通常为几微米至几十微米。镍层能显著进步石墨与铜基、银基钎料的潮湿性,例如在石墨与铜合金的钎焊中,镍层可使接头抗剪强度提高30%以上。
等离子喷镀:喷镀钛(Ti)、锆(Zr)或二硅化钼(MoSi?)等资料,形成致密的过渡层。钛层在高温下与石墨形成碳化钛(TiC),增强结合力,适用于高温钎焊场景。
活性钎料替代计划
若金属化工艺杂乱,可选用含活性元素(如钛、锆)的钎料,直接与石墨反应形成冶金结合。例如,Ag-Cu-Ti钎料在880℃下可完成石墨与不锈钢的可靠连接,接头强度达50MPa以上。
三、中心缓冲层设计(应对热膨胀系数差异)
缓冲层资料选择
当钎焊热膨胀系数差异大的金属(如铝、钛)与石墨时,需在两者间增加钼(Mo)或钛(Ti)缓冲层。钼的热膨胀系数介于石墨和铝之间,可有效吸收热应力。
缓冲层厚度优化
缓冲层厚度需根据资料热膨胀系数差和焊接温度计算。例如,石墨与钛合金钎焊时,0.5mm厚的钛缓冲层可使接头剩余应力降低60%,防止石墨开裂。
四、预处理工艺参数操控
加热与冷却速率
均匀加热:选用梯度升温,防止部分过热导致石墨开裂。例如,在真空炉中以5℃/min的速率升温至钎焊温度。
缓慢冷却:钎焊完成后,随炉冷却至200℃以下再取出,防止急冷发生热应力。对于大型石墨治具,可选用分段冷却工艺。
钎料放置方式
夹置钎料:将钎料片或箔夹在石墨与金属接头中心,确保钎料均匀熔化填充空隙。
预置钎料:在石墨外表预先涂覆钎料膏,适用于杂乱结构焊接,但需操控涂覆厚度(通常0.1-0.3mm)。
五、预处理作用验证
潮湿性测验
经过接触角测量仪评估钎料在石墨外表的潮湿性,接触角越小,潮湿性越好。例如,经镍镀层处理的石墨外表,银基钎料的接触角可从120°降至30°以下。
接头功能检测
剪切强度测验:按标准制备试样,在万能实验机上进行剪切实验,评估接头结合强度。
金相分析:经过光学显微镜或扫描电镜观察接头微观组织,检查是否存在未熔合、气孔等缺陷。
-

电子产品用烧结治具,微电子焊接定位石墨工装,高精密电子封装石墨治具,电子烧结石墨模具加工,进口二极管封装石墨模具,电子烧结石墨治具,发热管石墨模具,电子烧结石墨模具生产厂家
-

电子产品用烧结治具,微电子焊接定位石墨工装,电子烧结石墨模具加工,高精密电子封装石墨治具,进口二极管封装石墨模具,电子烧结石墨治具,发热管石墨模具,电子烧结石墨模具生产厂家
-
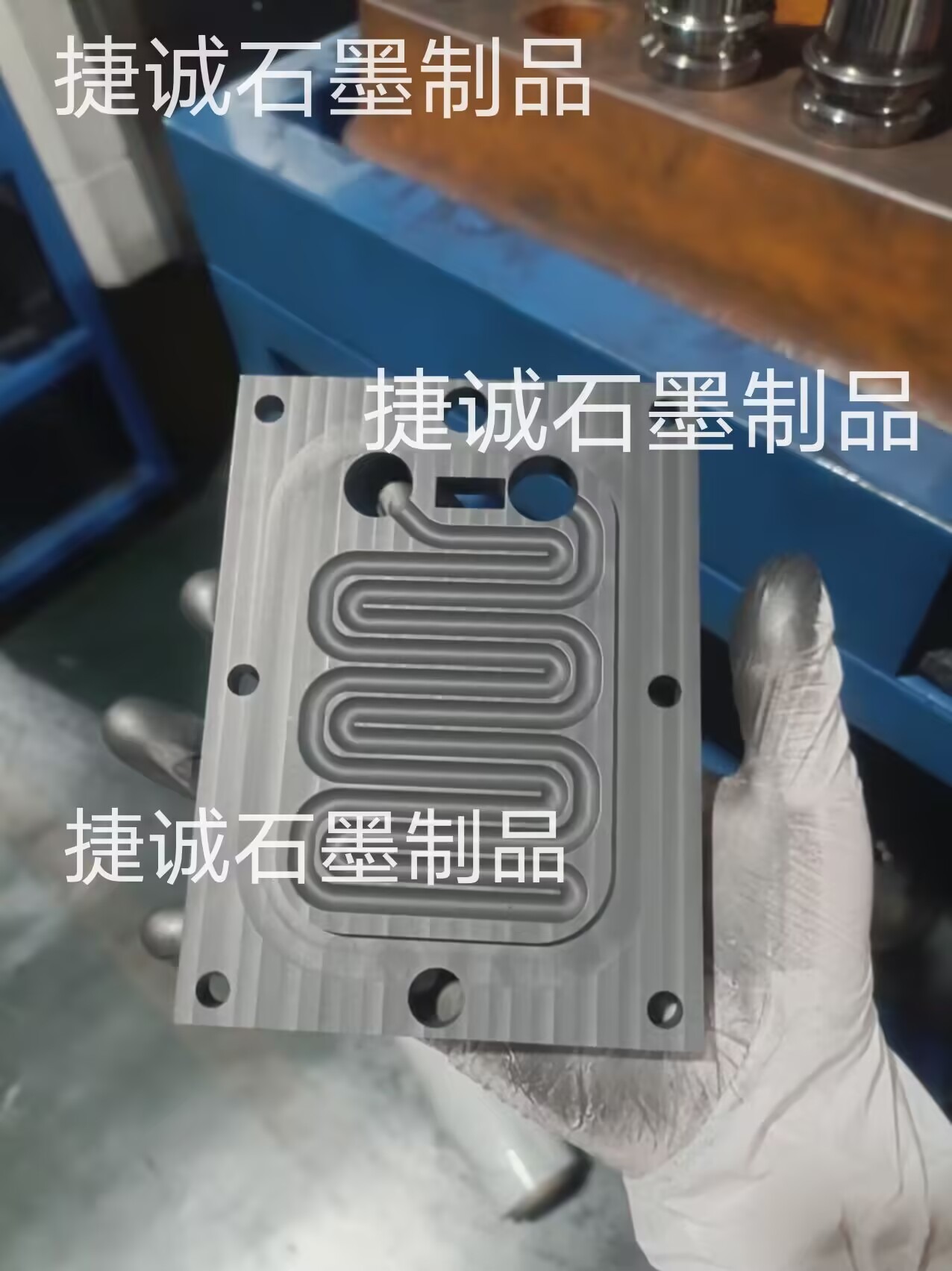
钎焊石墨夹具,钎焊封装治具,钎焊石墨治具,复合水冷板石墨模具,铝钎焊石墨夹具,IGBT水冷板钎焊工装,螺丝直压钎焊治具,激光光纤水冷板模具,铜水冷板钎焊石墨工装,钎焊石墨模具加工,石墨模具
-
钎焊封装治具,钎焊石墨治具,复合水冷板石墨模具,铝钎焊石墨夹具,IGBT水冷板钎焊工装,螺丝直压钎焊治具,激光光纤水冷板模具,铜水冷板钎焊石墨工装,钎焊石墨模具加工,石墨模具
-
钎焊石墨模具,冷头钎焊石墨模具,铜真空钎焊石墨工装,钎焊封装治具,钎焊石墨夹具,IGBT水冷板钎焊工装,钎焊板式石墨模具,铝钎焊石墨治具,真空焊石墨工装夹具,铜管水冷板工装
-

钎焊石墨模具,钎焊封装治具,钎焊石墨夹具,冷头钎焊石墨模具,铜真空钎焊石墨工装,IGBT水冷板钎焊工装,钎焊板式石墨模具,铝钎焊石墨治具,真空焊石墨工装夹具,铜管水冷板工装