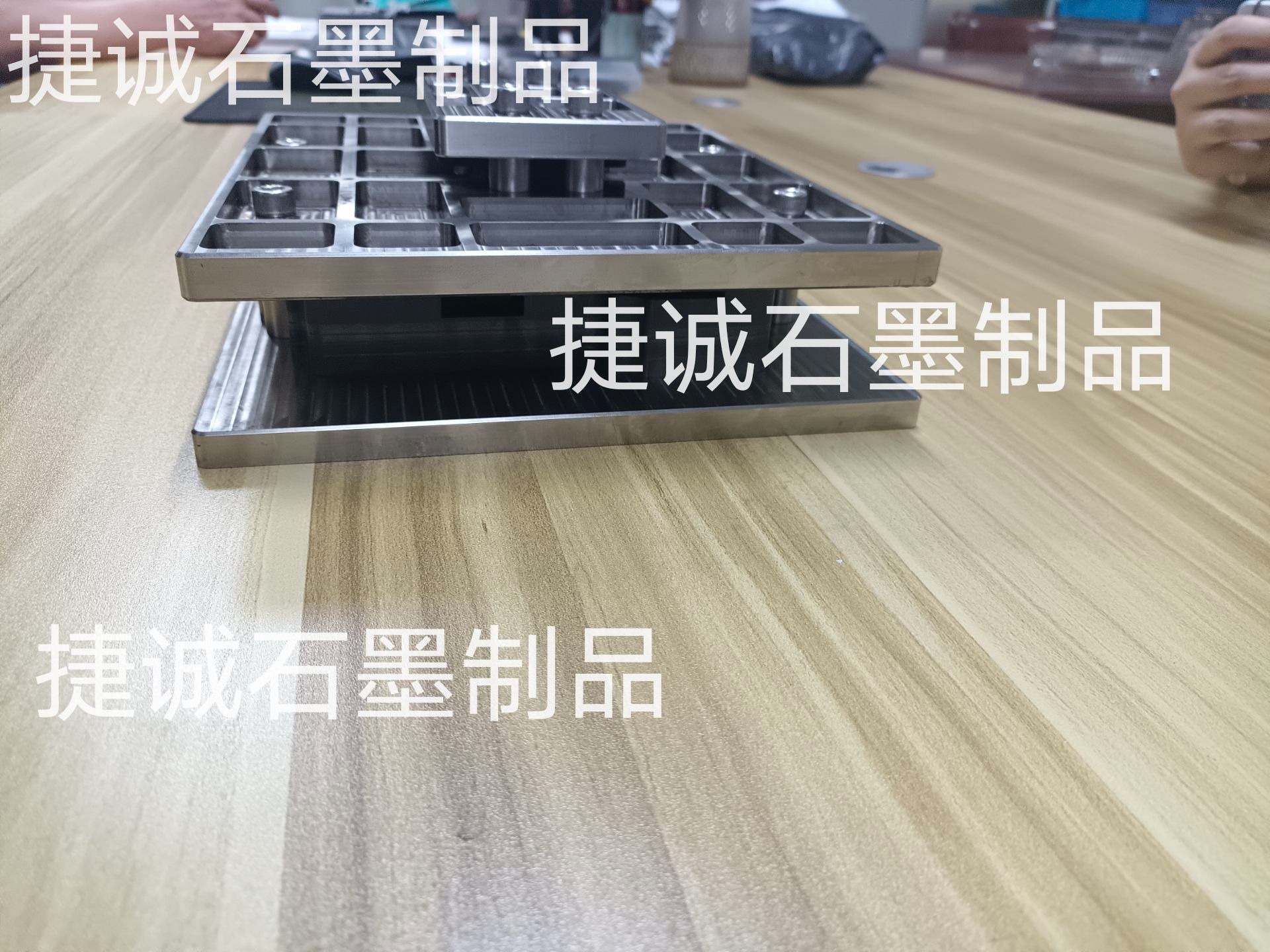
水冷板不锈钢复合石墨治具
整套治具分不锈钢外框加工、石墨模芯加工、外表处理、精细安装、检测验模五大工序,石墨与不锈钢仅空隙嵌套、不冶金粘接,依靠定位结构复合一体,适配真空钎焊/扩散焊水冷板生产。
一、前期方案与原材料选型
图纸建模与热胀补偿规划
根据客户水冷板流道图纸三维建模,计算石墨与310S不锈钢热胀大差值,石墨型腔预留0.05~0.1mm安装空隙,防止高温挤压崩裂石墨;同步规划定位销孔、吊装槽、泄压通气孔、限位挡边。
原材料下料选型
不锈钢结构:高温钎焊选304,长时间 850℃以上扩散焊选用310S耐高温不锈钢板,剪板/等离子切开毛坯;
石墨模芯:量产高精度水冷板选用高密度等静压石墨(密度≥1.85g/cm³);低成本小批量选用模压石墨;高循环工况石墨预留SiC抗氧化涂层工序。
二、不锈钢外框加工工序(受力骨架)
板材下料
数控剪板/激光切开出底板、四周围边、压板毛坯,去除毛刺。
CNC铣削粗加工
铣出石墨容纳凹槽、销孔底座、吊装耳、压机承压平台,预留0.3mm 精加工余量。
精加工+钻孔攻丝
精铣凹槽基准面、定位销孔、泄压孔、限位筋;加工螺栓装置孔,平面度操控≤0.02mm/m。
去应力热处理
600~680℃保温2h缓冷,消除机加工内应力,防止高温长时间使用蠕变变形。
外表清洁处理
喷砂+超声波脱脂清洗,烘干去除油污、金属碎屑,防止安装后污染石墨与工件。
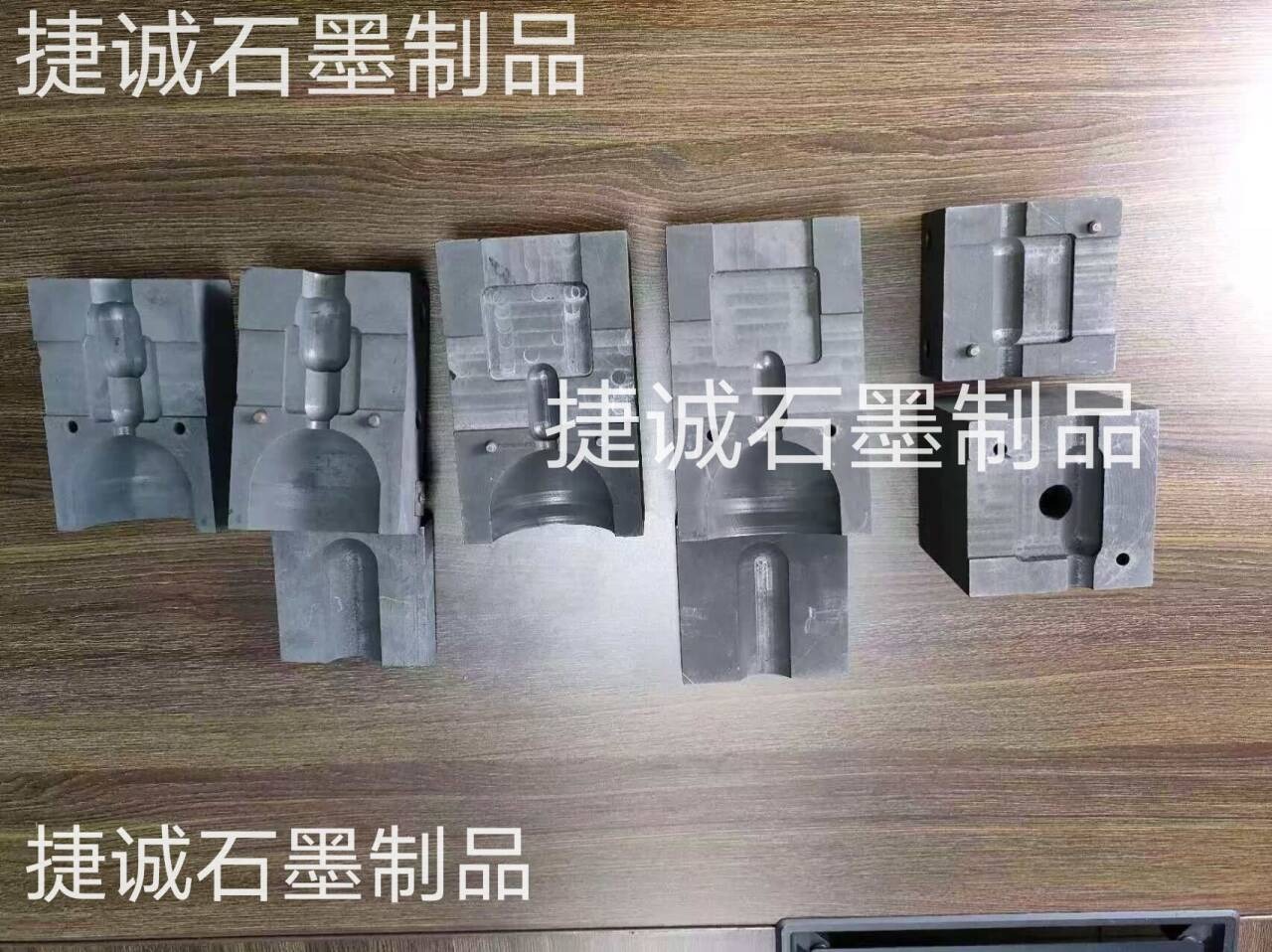
三、石墨模芯精细加工工序(中心成型型腔)
全程干式切削,配强力吸尘,选用金刚石涂层专用石墨刀具
石墨坯料锯切下料
大块等静压石墨锯切成上下模毛坯,静置48h开释内部应力,防止加工后翘曲。
CNC高速粗铣开粗
3/4轴石墨加工中心,分层铣削去除多余料,流道、型腔预留0.1~0.2mm精加工余量,主轴转速8000~12000rpm。
半精铣+概括成型
加工水冷板仿形流道、支撑凸台、进出水口避位、定位避让槽,边角做C0.2防崩倒角。
镜面精加工
球头铣刀精修型腔曲面,外表粗糙度Ra≤0.8μm;微通道、细小沟槽选用EDM电火花加工,尺度公役 ±0.01mm。
石墨除尘质检
压缩空气吹扫悉数石墨粉尘,三坐标检测型腔深度、平面度、外形概括。
可选抗氧化涂层处理(长寿数款)
真空浸渍SiC碳化硅涂层,高温烧结,隔绝氧气下降石墨氧化损耗,寿数提升2倍以上;常规量产款跳过此工序。
四、配套辅件加工
不锈钢定位销、石墨缓冲垫片、隔热隔条、限位压块独自车铣加工,一致清洗去油备用。
五、精细安装复合工序(不锈钢 + 石墨组合)
无尘安装预处理
不锈钢框、石墨板、定位件悉数超声波清洗,烘箱烘干,无粉尘、油污残留。
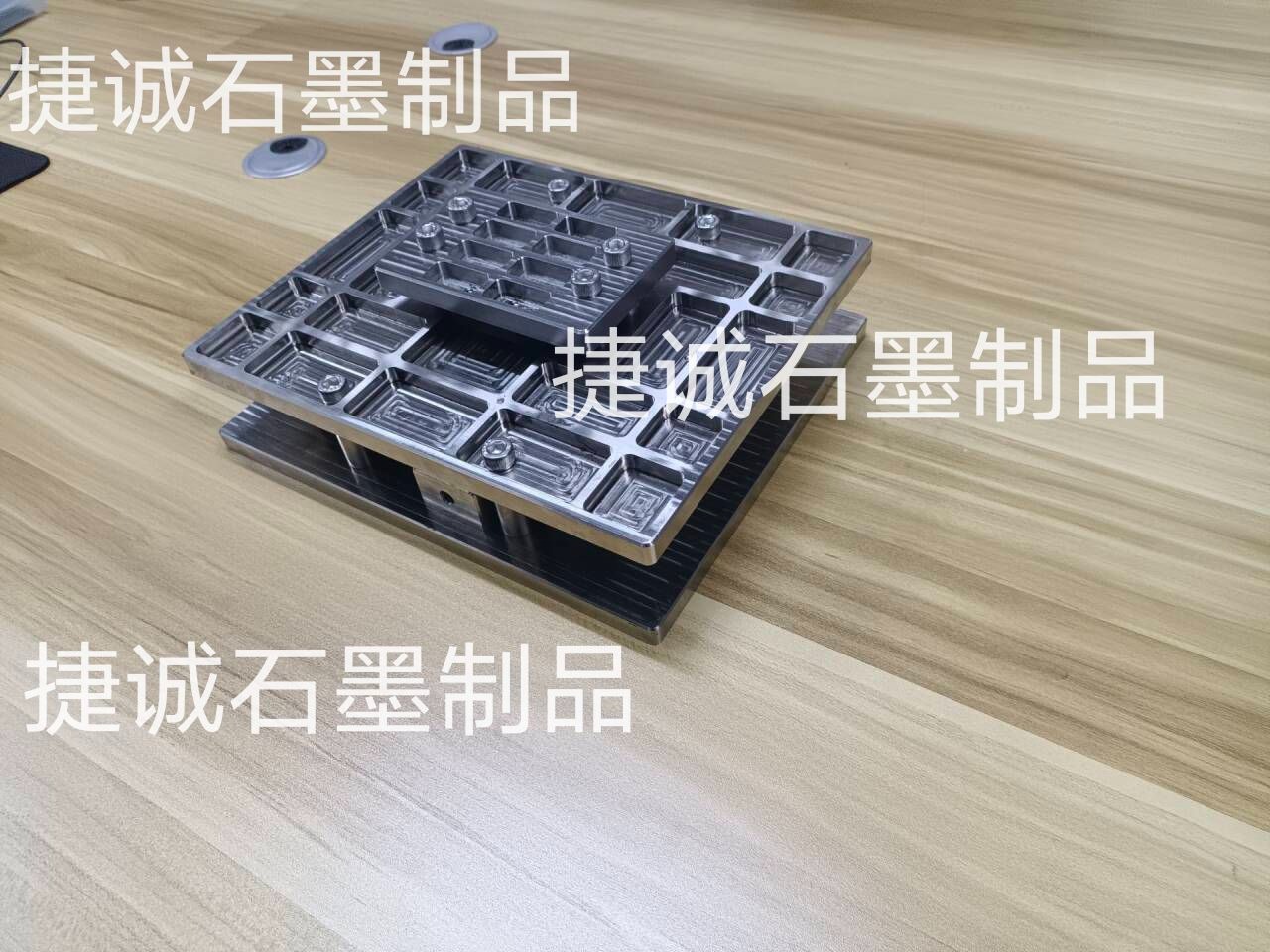
基准对位嵌套
下石墨模芯平稳放入不锈钢底框凹槽,四周均匀预留0.05–0.1mm热胀空隙,不硬挤压;放入石墨缓冲垫片隔离金属与石墨硬摩擦。
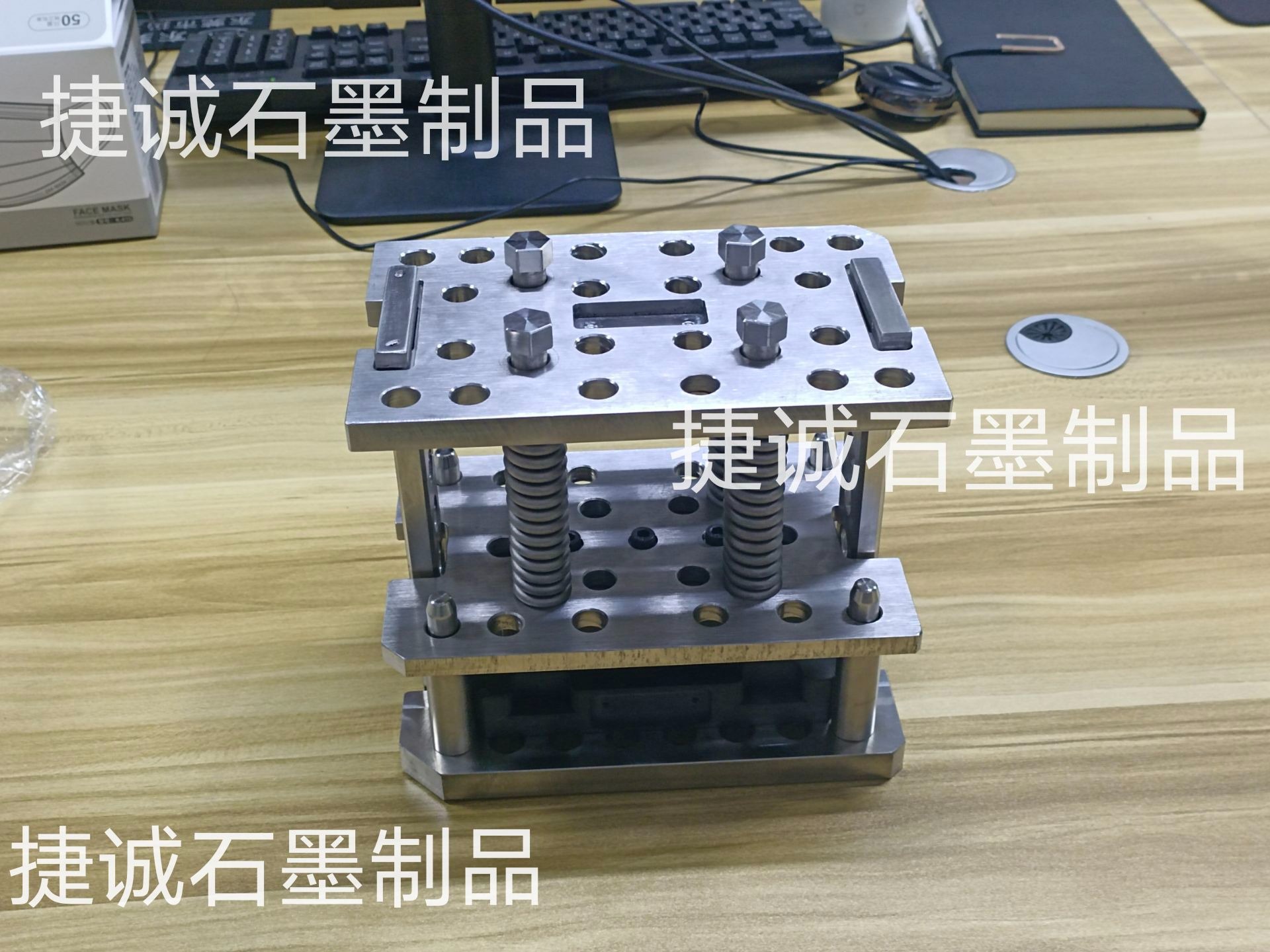
定位销锁止
穿入不锈钢定位销,固定石墨相对不锈钢结构的方位,确保重复装夹一致性,无横向窜动。
上模组件复合
上石墨压板匹配上部不锈钢压框,整套上下治具配对拼装,查看开合顺畅、无干涉卡滞。
全体空隙复核
塞尺复测石墨与不锈钢四周空隙,确保全周空隙均匀,消除部分挤压危险。
六、全尺度检测与试模验证
三坐标精细检测
检测型腔尺度、平行度、笔直度、销孔方位精度,所有公役满足 ±0.02mm 以内。
冷态试装测验
放入客户规范不锈钢水冷板半成品,模拟实践装料,验证定位精准、取放顺畅,无刮蹭工件。
炉内模拟承压测验
压机低温预压,查看不锈钢结构受力均匀,石墨无崩边、无偏移。
出厂清洁包装
吹扫悉数粉尘,石墨外表贴防护膜,整套治具防潮打包交给。
七、工艺中心要害点
石墨与不锈钢不粘接、不焊接,仅空隙嵌套复合,依靠定位结构组合,便利后期独自更换损耗石墨芯,不锈钢结构可重复使用;
石墨加工有必要干式吸尘,粉尘残留会导致钎焊时水冷板出现气孔、渗碳缺陷;
不锈钢外框有必要做去应力退火,否则长时间高温使用会变形,挤压石墨开裂;
安装空隙是寿数要害,空隙过小高温胀大挤碎石墨,空隙过大工件定位偏移、批量尺度不良。
八、简易流程总结
图纸热胀补偿规划→不锈钢板下料+CNC加工+去应力→等静压石墨下料+高速CNC精雕型腔(可选SiC涂层)→辅件加工→无尘空隙嵌套安装→三坐标全检→水冷板试模验证→成品出货