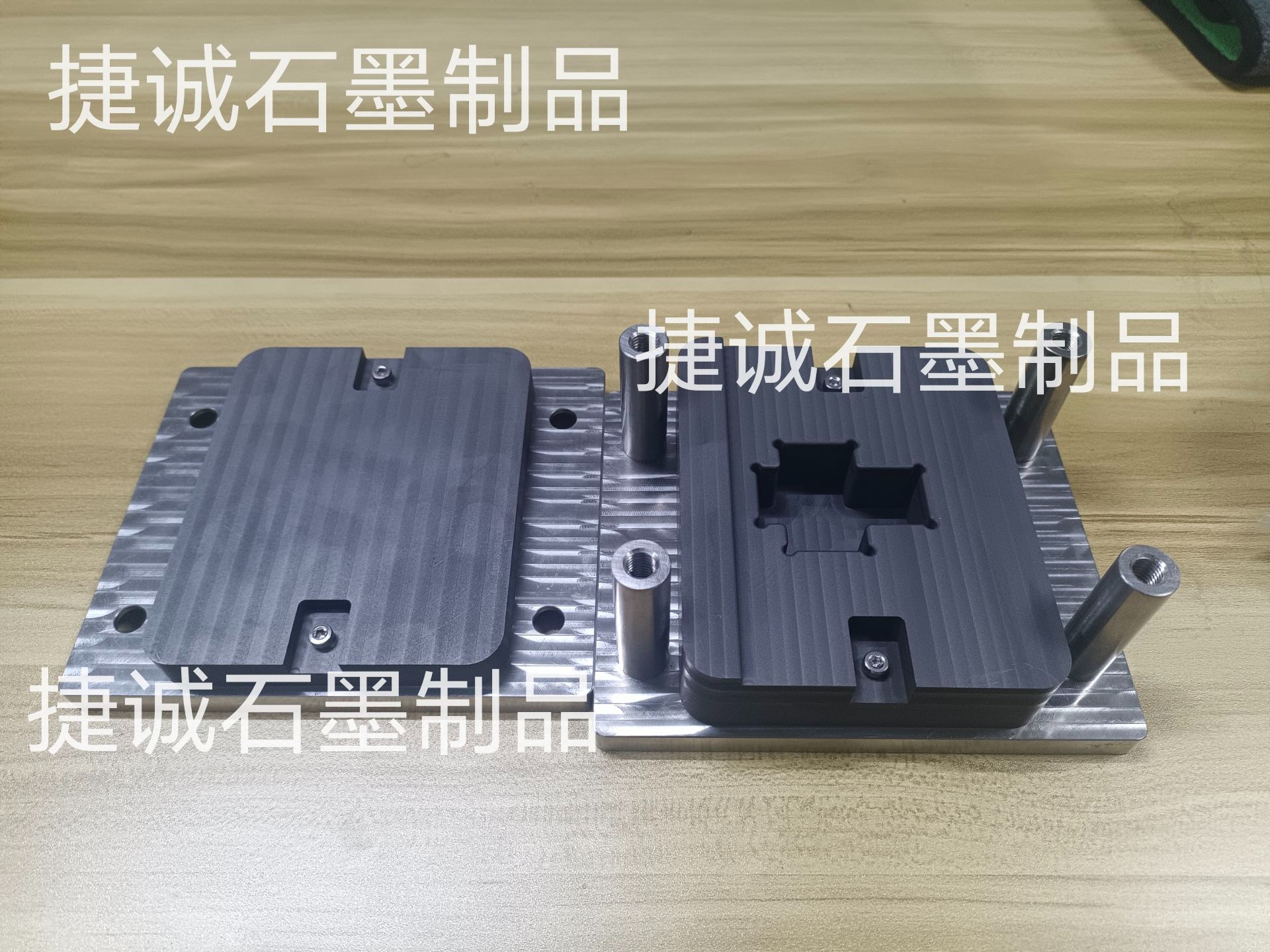
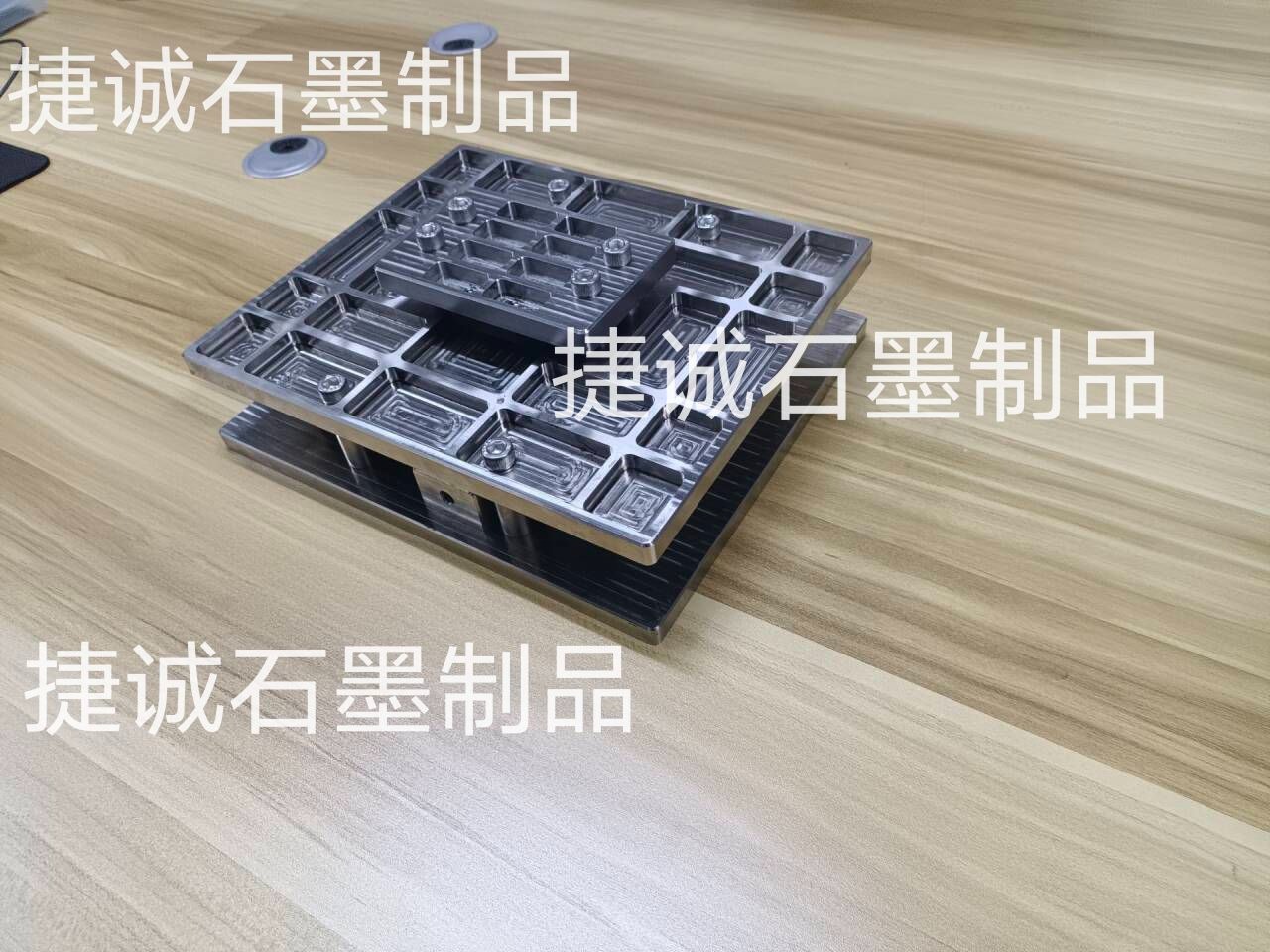
水冷板不锈钢复合石墨模具
水冷板不锈钢复合石墨模具运用寿数
整套模具分310S 不锈钢外框、石墨型腔两部分,寿数分隔说明,统一按真空钎焊 / 松散焊规范炉次核算:
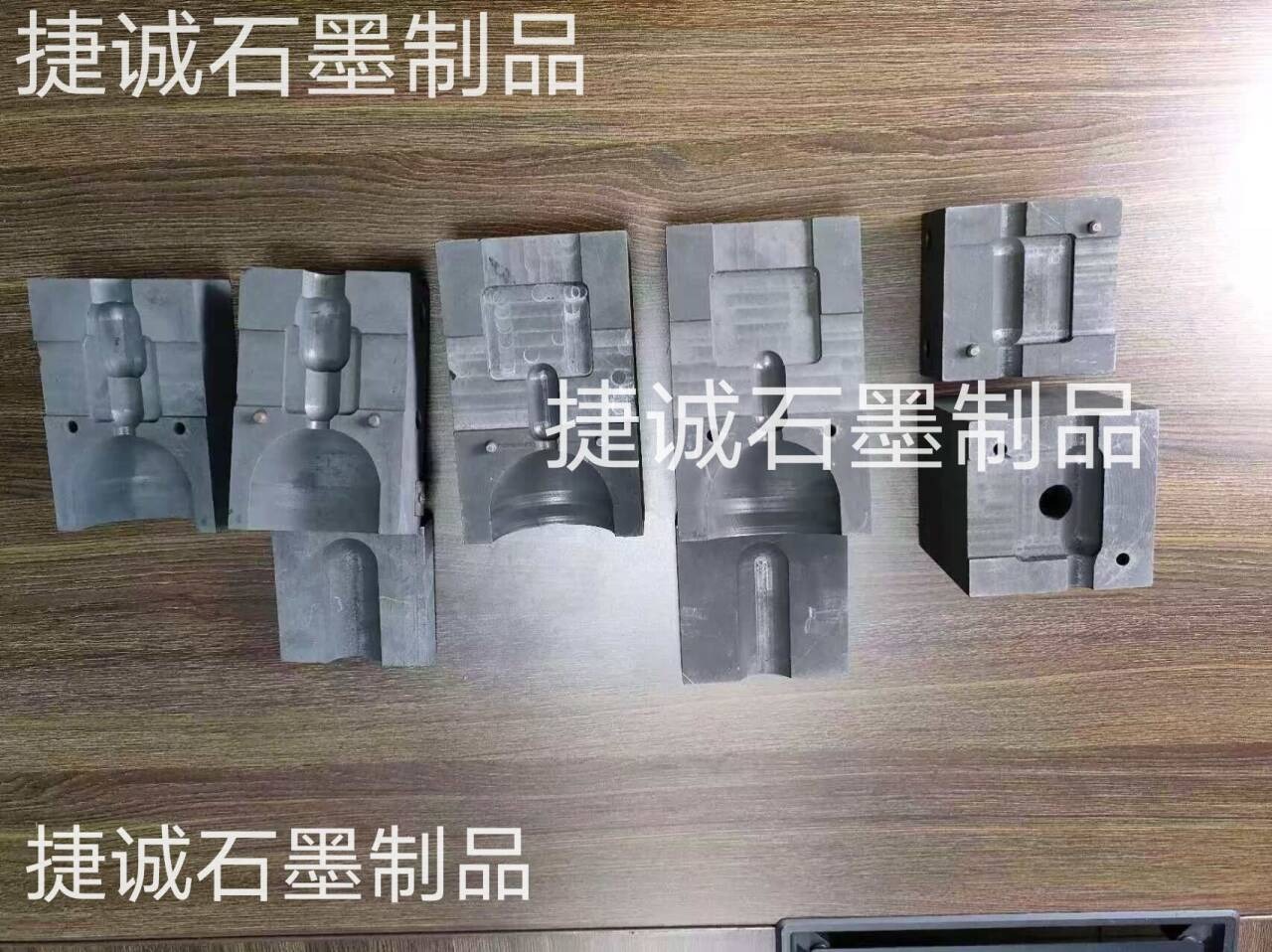
一、石墨型腔(易损耗件,决议模具替换周期)
1. 常规无涂层高密度等静压石墨(干流量产款)
规范真空环境、规范升降温、压力均匀:8000~12000炉次
每日2~3炉、安稳量产工况:约8~14个月需修模 / 替换
小批量、每日1炉以内、保护到位:可达15000炉次
工况较差(漏气、再三急冷急热、压力偏载):仅3000~5000炉次就呈现氧化、崩边、规范超差
2. SiC抗氧化涂层石墨(高循环产线专用)
涂层隔绝微量氧气,氧化损耗下降 70% 以上,寿数前进2~3倍
安稳量产:18000~25000炉次,可用1.5~2.5年
3. 寿数断定报废规范
呈现以下情况有必要替换石墨芯:
型腔平面度、流道深度公役超 ±0.03mm,水冷板批量变形;
边角大面积氧化脱落、呈现贯穿裂纹;
脱模再三粘料、板面渗碳污染工件;
屡次铣修型腔,壁厚过薄承压易碎裂。
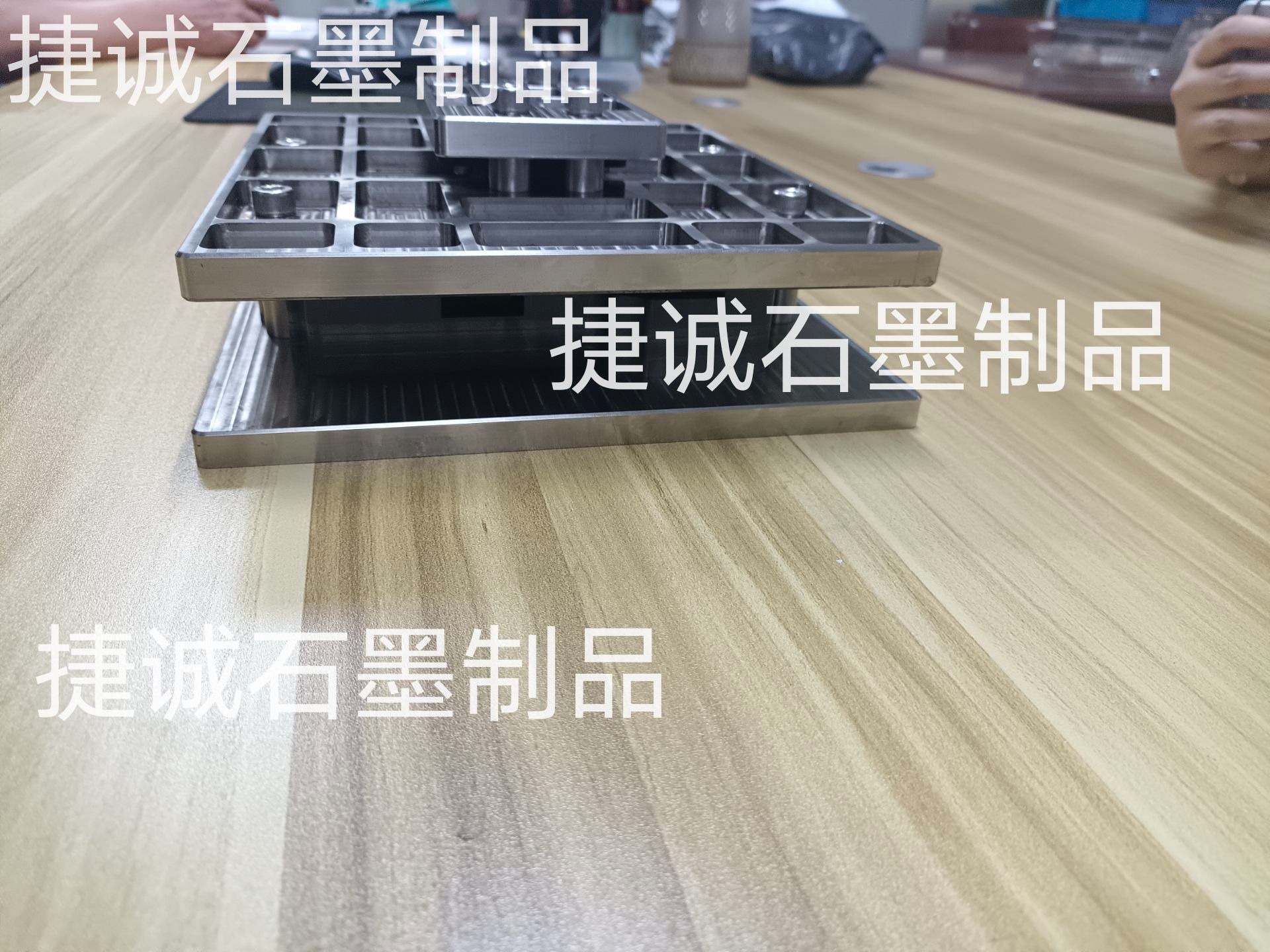
二、310S不锈钢复合外框(骨架,超长耐用)
不锈钢结构简直不随炉次快速损耗,归于长效件:
700~850℃常规钎焊:连续运用3~5年不变形、不严重氧化起皮;
850~950℃松散焊高温工况:2~3年校对一次细微蠕变,整体可用 4 年以上;
仅受磕碰、超载重压才会弯曲报废,正常出产很少整套替换外框,只需替换内部石墨板。
三、比照纯石墨模具寿数优势
纯石墨无不锈钢防护:转移易磕碰、受压易崩角,平等工况仅3000~6000炉次;
不锈钢复合结构通过结构松散压力、缓冲碰击,石墨型腔寿数直接前进1.8~2.5倍。
四、影响模具寿数的关键因素
真空度:炉内氧含量越高,石墨氧化越快,寿数腰斩;
升降温速率:快速出炉风冷、骤冷会发生热应力,催生微裂纹;
压机压力:压力过大、偏压、侧向受力大幅缩短石墨寿数;
石墨原料:低密度模压石墨寿数仅为等静压石墨一半;
日常保护:及时收拾钎剂残渣、轻拿轻放可延长 30% 运用周期。
五、简化总结(便于对外宣传)
不锈钢外框:安稳运用2~5年,极少替换;
一般石墨芯:8000~12000炉次(8~14个月);
SiC涂层石墨芯:18000~25000炉次(1.5~2.5年);
比较纯石墨模具,归纳运用寿数前进近2倍,大幅下降换模停机本钱。