产品中心
PRODUCTS CENTER
-
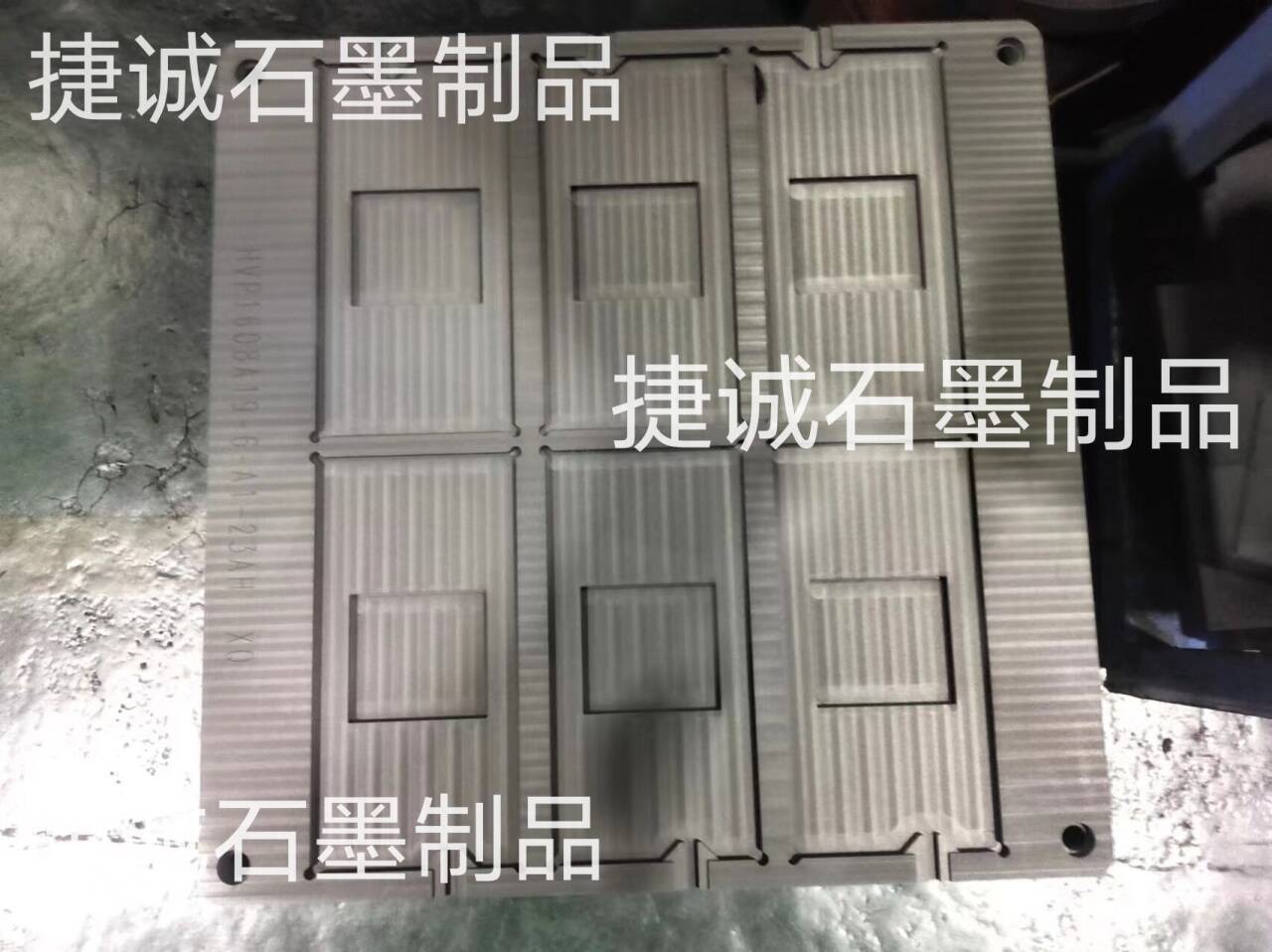 VC扩散焊接石墨冶具...
VC扩散焊接石墨冶具... -
 VC扩散焊接石墨冶具,VC石墨模具...
VC扩散焊接石墨冶具,VC石墨模具... -
 VC烧结石墨模具的性能指标有哪些...
VC烧结石墨模具的性能指标有哪些... -
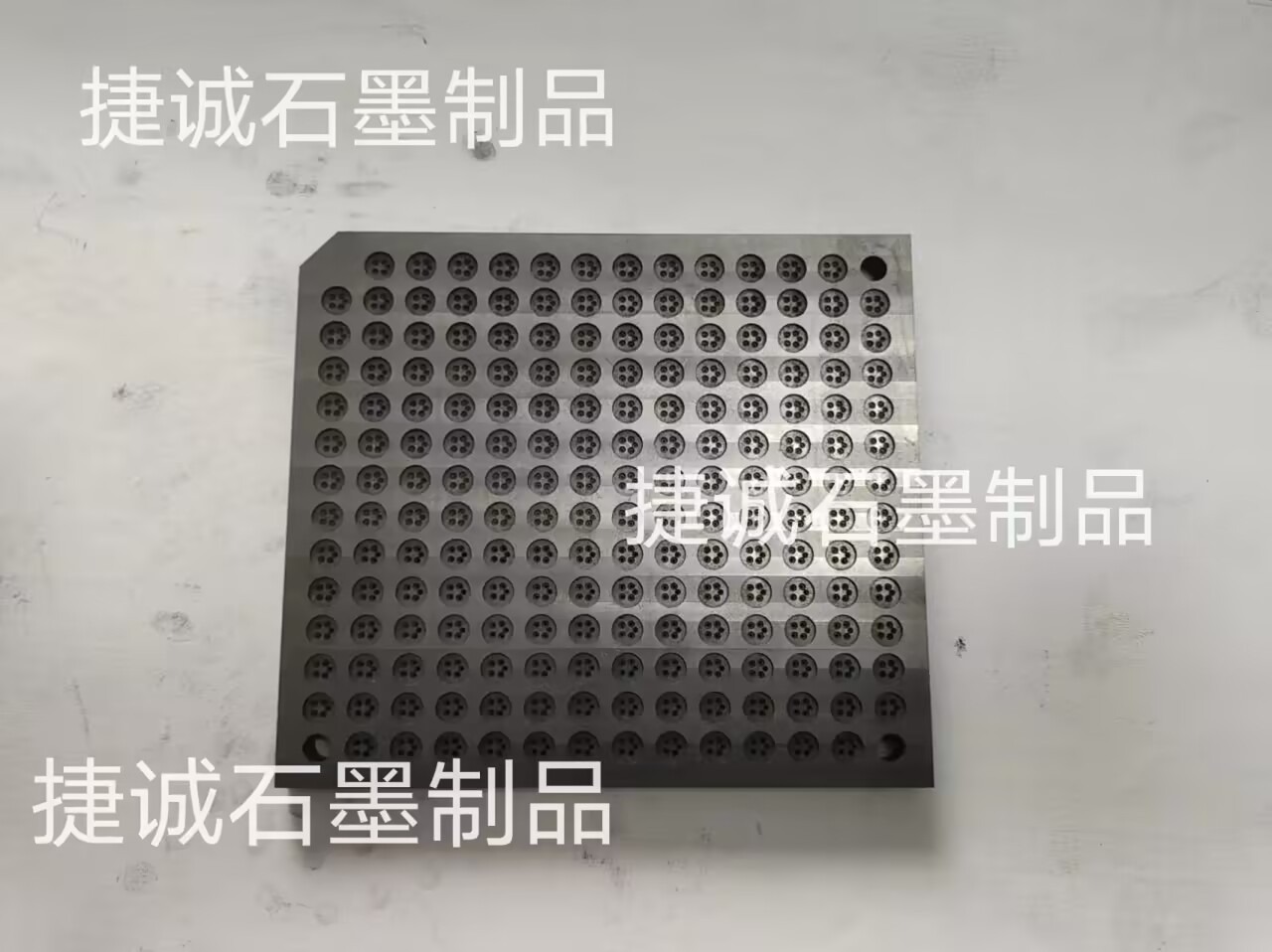 粉柱粉环烧结石墨模具...
粉柱粉环烧结石墨模具... -
VC烧结石墨模具,vc扩散焊接石墨模具...
-
VC石墨模具,VC烧结石墨模具...
-
烧结石墨模具,石墨治具...
-
 烧结石墨模具的制作工艺...
烧结石墨模具的制作工艺... -
 烧结石墨模具,石墨治具...
烧结石墨模具,石墨治具... -
高强度耐高温高纯度热压烧结石墨模具,石...
-
 高强石墨模具电子烧结石墨模具,石墨模具...
高强石墨模具电子烧结石墨模具,石墨模具... -
高强石墨模具电子烧结石墨模具...
22年品质保证 精密石墨模具加工厂
东莞市捷诚石墨制品有限公司是广东东莞一家专业的精密石墨模具经营加工生产公司,主要生产电子烧结石墨模具、芯片封装石墨模具、手机玻璃热弯石墨模具、VC石墨模具、晶圆封装石墨模具、金刚石烧结石墨模具、电缆焊接石墨模具、各种石墨治具、石墨夹具。
2003
成立于2003年
6000
资产总额6000万元
22
22多年生产经验
100
员工100余人
业务范围
BUSINESS LINE


品牌简介
BRAND INTRODUCTION
公司先后荣获了“中国质量体系认证书”、“实用新型专利证书”、“优秀企业模范”等荣誉称号。公司
通过了 ISO9001:2000质量体系、ISO14001:2004环境体系、
GB/T28001-2001的健康安全管理 体系的三重认证。社会荣誉与监督极大的体现
了“石墨模具系列”产品特征和产品的使用性能。 捷诚石墨模具依靠科技进步
倡导绿色消费,让客户群体充分体会 到捷诚石墨模具公司文化所带
来的无穷魅力。
VIEW MORE
通过了 ISO9001:2000质量体系、ISO14001:2004环境体系、
GB/T28001-2001的健康安全管理 体系的三重认证。社会荣誉与监督极大的体现
了“石墨模具系列”产品特征和产品的使用性能。 捷诚石墨模具依靠科技进步
倡导绿色消费,让客户群体充分体会 到捷诚石墨模具公司文化所带
来的无穷魅力。
新闻动态
NEWS CENTER
-
VC松散焊接石墨冶具的注意事项: 环境控制:确保出产环境单调、无尘,避免杂质污染。 设备保护:守时检查和保养出产设备,确保其正常工作。 质量检测:对加工结束的石墨冶具进行全面检测,包括尺度、形状、硬度等方面。 安全操作:遵循安全操作规程,确保人员和设备的安全。运用范畴: VC松散焊接石墨冶具在半导体制作、LED制作、太阳能电池出产等范畴有广泛运用,需根据不同范畴的需求进行优化。VC松散焊接石墨冶具的出产流程优化需要从材料选择、加工工艺、外表处理、松散焊接等多个方面下手,通过优化这些环节,提高出产功率和产品质量。一同,需注意环境控制、设备保护、质量检测和安全处理等方面,确保出产进程的顺利进行。
-
VC分散焊接石墨冶具出产流程优化的要害信息 出产流程分析:VC分散焊接石墨冶具的出产流程包括资料预备、设计、加工、热处理、外表处理和检测等步骤。 要害工艺:精细加工(如数控加工、激光加工)、外表处理(如抛光、涂层)、分散焊接等。 优化方法:资料挑选:选用优质石墨资料,保证导热性、耐高温性和机械强度。 加工工艺:选用精细加工技能,进步尺寸精度和外表质量;优化热处理工艺,增强模具强度和耐磨性。 外表处理:进行抛光或涂层处理,进步外表光洁度和耐磨性。 分散焊接:选用真空分散焊接技能,完结金属间的牢靠连接,防止使用焊料。注意事项: 环境操控:保证出产环境干燥、无尘,防止杂质污染。 设备维护:定期查看和保养出产设备,保证其正常运转。 质量检测:对加工完结的石墨冶具进行全面检测,包括尺寸、形状、硬度等方面。 安全操作:遵守安全操作规程,保证人员和设备的安全。应用范畴: VC分散焊接石墨冶具在半导体制作、LED制作、太阳能电池出产等范畴有广泛应用,需根据不同范畴的需求进行优化。 归纳以上信息,VC分散焊接石墨冶具的出产流程优化需要从资料挑选、加工工艺、外表处理、分散焊接等多个方面入手,经过优化这些环节,提高出产功率和产品质量。一起,需注意环境操控、设备维护、质量检测和安全管理等方面,保证出产过程的顺利进行。想要了解更多VC石墨模具的内容,可联系从事VC石墨模具多年,产品经验丰富的滑小姐:13500098659。
-
VC烧结石墨模具的功用政策首要包含以下几个方面:一、耐高温功用 高熔点与沸点:石墨材料本身具有极高的耐高温功用,其熔点为3850±50℃,沸点为4250℃。VC烧结石墨模具继承了这一特性,能够在高温环境下坚持安稳的功用。 工作温度规划:VC烧结石墨模具的工作温度规划可能介于几百摄氏度至一两千摄氏度之间,详细取决于模具所承受的热负荷、散热需求以及材料的热安稳性等要素。二、导热功用 超卓的导热性:VC均温板以其超卓的导热功用著称,与石墨模具结合后,VC烧结石墨模具能够迅速将热量均匀松散到整个模具,完结更高效的散热。三、耐腐蚀与抗氧化功用 耐腐蚀:VC烧结石墨模具具有优异的耐腐蚀功用,能够在多种腐蚀性环境中坚持安稳的功用。 抗氧化:在高温环境下,VC烧结石墨模具能够抵挡氧化反响,坚持模具的表面质量和功用。四、物理机械功用 高强度:VC烧结石墨模具具有较高的强度,能够承受较大的压力和负荷。 高硬度:模具的硬度较高,能够抵挡磨损和划痕,延伸使用寿命。 低膨胀系数:石墨材料的低热膨胀系数使得VC烧结石墨模具在加热过程中不易产生变形。五、可定制性 规划紧凑:VC烧结石墨模具规划紧凑,经过高温烧结技能将VC均温板与石墨模具紧密结合,构成高效散热体系。 定制规划广泛:VC烧结石墨模具可根据不同使用场景进行定制规划,包含形状、尺度和功用等方面的定制。 综上所述,VC烧结石墨模具具有优异的耐高温、导热、耐腐蚀与抗氧化功用,以及出色的物理机械功用和可定制性。这些功用政策使得VC烧结石墨模具在机械工业、电子工业等范畴具有广泛的使用远景。想要了解更多VC石墨模具的内容,可联系从事VC石墨模具多年,产品经验丰富的滑小姐:13500098659。
-
其次红硬性在低温形态下任务的热作模具,恳求坚持其组织和功能的波动,从而坚持足够高的硬度,这种功能称为红硬性。碳素工具钢、低合金工具钢通常能在180~250℃的温度范围内坚持这种功能,铬钼热作模具钢普通在550~600℃的温度范围内坚持这种功能。钢的红硬性次要取决于钢的化学成分和热处置工艺。 再次抗压屈服强度和抗压弯曲强度模具在运用进程中常常遭到强度较高的压力和弯曲的作用,因此模具资料应具有一定的抗压强度和抗弯强度。在很多情况下,做抗压实验和抗弯实验的条件接近于模具的理论任务条件。 抗弯实验的另一个优点是应变量的绝对值大,能较灵敏地反映出不同钢种之间以及在不同热处置和组织形态下变形抗力的差别。 在模具市场上,石墨模具的呈现,让其他材质的模具靠后站,以掩耳不及盗铃之势取得一席之地,这都离不开它优良的功能!明天电子烧结石墨模具厂家小编给大家说说石墨模具对强度性有什么要求。 首先是硬度硬度是模具钢的主要技术指标,模具在高应力的作用下欲坚持其外形尺寸不变,必需具有足够高的硬度。冷作模具钢在室温条件下普通硬度坚持在HRC60左右,热作模具钢根据其任务条件,普通恳求坚持在HRC40~55范围。 关于同一钢种而言,在一定的硬度值范围内,硬度与变形抗力成正比;但具有同一硬度值而成分及组织不同的钢种之间,其塑性变形抗力能够有分明的差别。
-
我们在日常生活中运用的石墨产品十分多,其实它们都是经过石墨模具制造出来的,这种模具的质量和功能会在很大水平上影响石墨产品的功能和运用周期,因此需求不时提升制造技艺,这样产品的运用工夫才更长。 石墨模具的经过高科技制造出来的,它的次要制造设备是热装筒夹,它可以批量制造模具。应用数控刀片热装技术,并不时在此基础上提升,因此其曾经在很多场所被运用,十分罕见。其实,该模具的消费在很大水平上处理了数控刀片难以夹紧的问题。而正是由于其被大规模的制造和消费,筒夹才干更普遍的被人们看法和运用。 另外,石墨模具的制造也很严厉,其要先由设计人员设计出款式、外形,再经过机械设备停止加工,然后才干成为我们所见到的这样。
-
捷诚石墨的小编为您带来在高温炉使用石墨棒的注意事项,具体内容如下: 一、防护膜 石墨棒在气体里加温后,表面会产生高密度的二氧化硅膜,变为抗氧化性的防护膜,那样做到延长寿命的实际效果。伴随着工业窑炉温度的升降机转变,会出現棒表面的防护膜裂开,那样减少了维护的实际效果,加速棒的阻值增大。 1、新棒时,在较为低的的工作电压下就可以考虑工业窑炉设计方案及应用输出功率; 2、伴随着時间的变化,棒的电阻值慢慢增大,为了更好地能够更好地考虑工业窑炉设计方案及应用输出功率,大家必须应地提升应用工作电压。 二、电总流量 给石墨棒加的电总流量越大,它的外表温度越高,我建议尽可能应用小的外表负载相对密度(输出功率)。一般状况下,石墨棒外表输出功率是由其外表温度和炉内温度关联求取。 三、操纵温度 高纯石墨碳棒在炉内温度超1400℃将来,空气氧化速率加快,使用寿命则会减少,因此大家应当留意操纵好温度,不许它的外表温度过高。 四、串联 1、由于高纯石墨碳棒电阻值矛盾,串连时电阻器高的石墨棒负载集中化,那样会出現某一个石墨棒电阻器急速加上,进而造成使用寿命减少。 2、需提升阻值的配组,也就是同一组棒的阻值尽可能贴近。温度控制越高,规定的电阻值误差也应越小。 五、缓速加上电阻器 为了更好地保持它的使用期,在持续应用石墨棒时,大家应当缓速加上电阻器。 六、温度散布特点 高纯石墨碳棒的详尽温度散布变化也因炉膛内气氛、应用前提条件的矛盾而有一定的差别的。 新生产制造出去的商品,其有效发高烧长短内为Δ60℃之内算成绩及格,温度散布会跟随他的脆化而增大的,最后很有可能会做到200℃。 更多石墨信息可查看http://www.shimotianxia.com
-
捷诚石墨的小编整理一些有关石墨转子生产注意事项:1.用前需预热。具体操作:浸入铝液之前,在液面上方100mm左右处预热5分钟—10分钟,避免急冷对材质影响。另外,在浸入溶液之前须先通入气体,为避免喷头上的气孔堵塞,转子提出液面后方可停止供气。2.隔离空气。净化箱室内通入氮或氩气,隔离外来空气,防止转子氧化。提醒:氮气或氩气必须要纯洁。3.转子浸入深度。使强化套露出铝液面80mm左右、浸入液面以下60mm左右,有效增加转子抗氧化损耗和冲刷。4.传动系统平稳。传动设备相关部位若发生松动,会影响到转子的整体运行,易发生损坏。更多石墨制品信息可查看http://www.jaseng.com
-
有着良好特性的石墨模具的呈现,立马赢得很多客户的喜爱,紧随其来的问题就来了,有客户反映石墨模具外表有软点,这是怎么一回事呢?一旦石墨模具热处理后外表有软点将影响石墨模具的耐磨性、减少石墨模具的运用寿命。下面由捷诚石墨的小编带您了解石墨模具外表有软点的原因及解决办法。石墨模具 一、软点产生原因 1、石墨模具在热处理前外表有氧化皮、锈斑及局部脱碳。 2、石墨模具淬火加热后,冷却淬火介质挑选不当,淬火介质中杂质过多或老化。 二、预防办法 1、石墨模具热处理前应去除氧化皮、锈斑,在淬火加热时适当维护石墨模具外表,应尽量选用真空电炉、盐浴炉和维护气氛炉中加热。 2、石墨模具淬火加热后冷却时,应挑选适宜的冷却介质,对长期运用的冷却介质要常常进行过滤,或定期更换。 更多石墨模具信息可查看http://www.shimotianxia.com





