产品中心
PRODUCTS CENTER
-
 石墨模具,石墨治具加工,石墨治具,高纯石墨模具,石墨模具价格,vc石墨模具,电子烧结石墨模具,高纯石墨模具加工,石墨治具加工厂,石墨模具加工,石墨模具生产厂家
石墨模具,石墨治具加工,石墨治具,高纯石墨模具,石墨模具价格,vc石墨模具,电子烧结石墨模具,高纯石墨模具加工,石墨治具加工厂,石墨模具加工,石墨模具生产厂家 -
 石墨模具,石墨模具价格,vc石墨模具,石墨治具,高纯石墨模具,电子烧结石墨模具,石墨治具加工,高纯石墨模具加工,石墨治具加工厂,石墨模具加工,石墨模具生产厂家
石墨模具,石墨模具价格,vc石墨模具,石墨治具,高纯石墨模具,电子烧结石墨模具,石墨治具加工,高纯石墨模具加工,石墨治具加工厂,石墨模具加工,石墨模具生产厂家 -
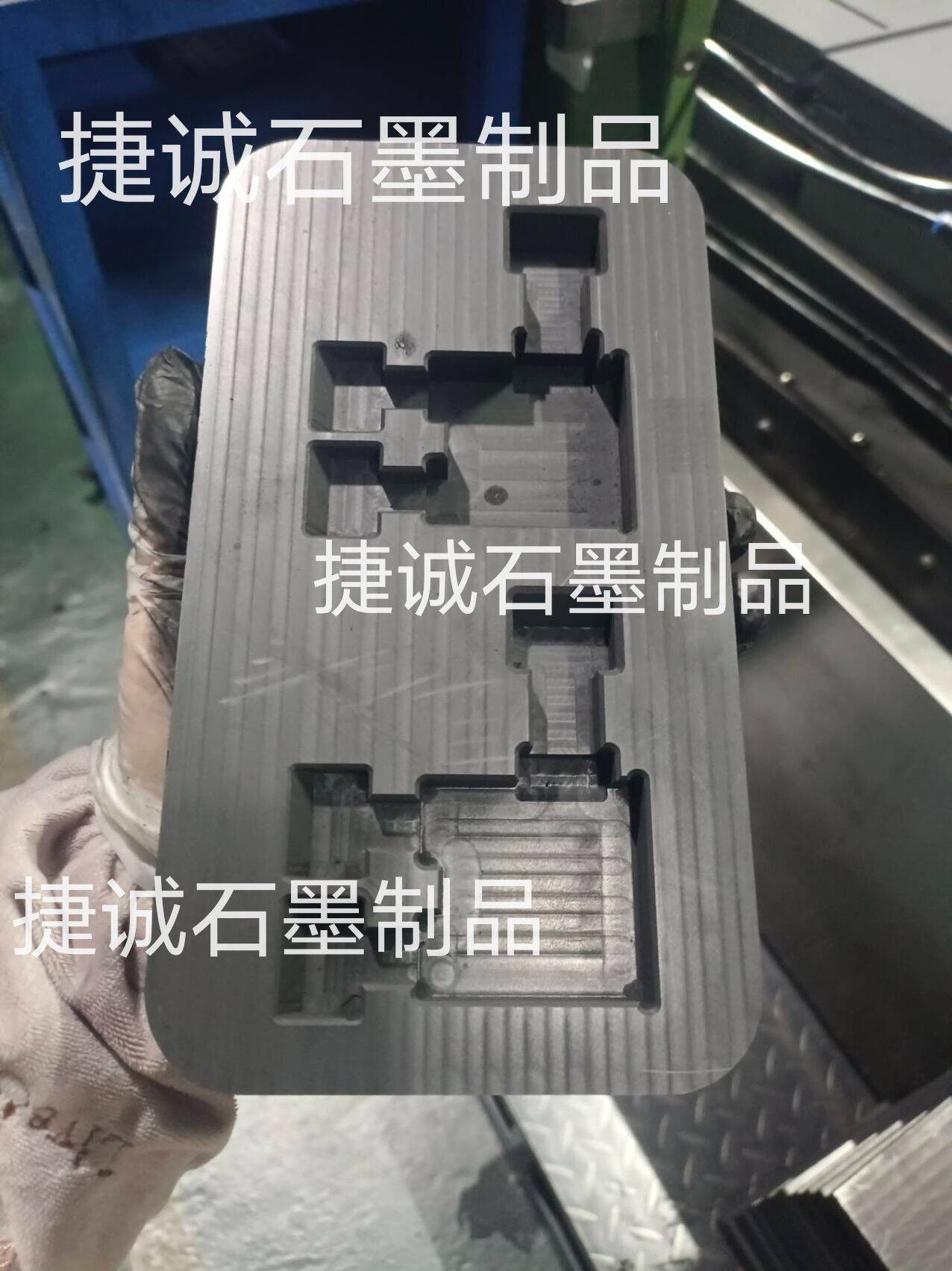
 微电子焊接定位石墨工装,高精密电子封装石墨治具,高精密二极管封装石墨模具,耐高温半导体封装模具,电子烧结石墨模具加工,芯片封装石墨模具,电子烧结模具,精密半导体封装石墨模具
微电子焊接定位石墨工装,高精密电子封装石墨治具,高精密二极管封装石墨模具,耐高温半导体封装模具,电子烧结石墨模具加工,芯片封装石墨模具,电子烧结模具,精密半导体封装石墨模具 -
 微电子焊接定位石墨工装,耐高温半导体封装模具,电子烧结石墨模具加工,高精密电子封装石墨治具,高精密二极管封装石墨模具,芯片封装石墨模具,电子烧结模具,精密半导体封装石墨模具
微电子焊接定位石墨工装,耐高温半导体封装模具,电子烧结石墨模具加工,高精密电子封装石墨治具,高精密二极管封装石墨模具,芯片封装石墨模具,电子烧结模具,精密半导体封装石墨模具 -
 石墨模具,石墨治具,高纯石墨模具,石墨模具价格,vc石墨模具,电子烧结石墨模具,石墨治具加工,高纯石墨模具加工,石墨治具加工厂,石墨模具加工,石墨模具生产厂家
石墨模具,石墨治具,高纯石墨模具,石墨模具价格,vc石墨模具,电子烧结石墨模具,石墨治具加工,高纯石墨模具加工,石墨治具加工厂,石墨模具加工,石墨模具生产厂家 -
电子产品用烧结治具,微电子焊接定位石墨工装,电子烧结石墨模具加工,进口二极管封装石墨模具,高精密电子封装石墨治具,电子烧结石墨治具,发热管石墨模具,电子烧结石墨模具生产厂家
-
液冷板钎焊石墨模具,GPU钎焊治具石墨底板,真空钎焊石墨模具,水冷板钎焊石墨模具,铜板钎焊石墨模具,铝真空钎焊水冷板石墨工装,供应铝合金水冷板钎焊模具加工,石墨模具加工厂
-
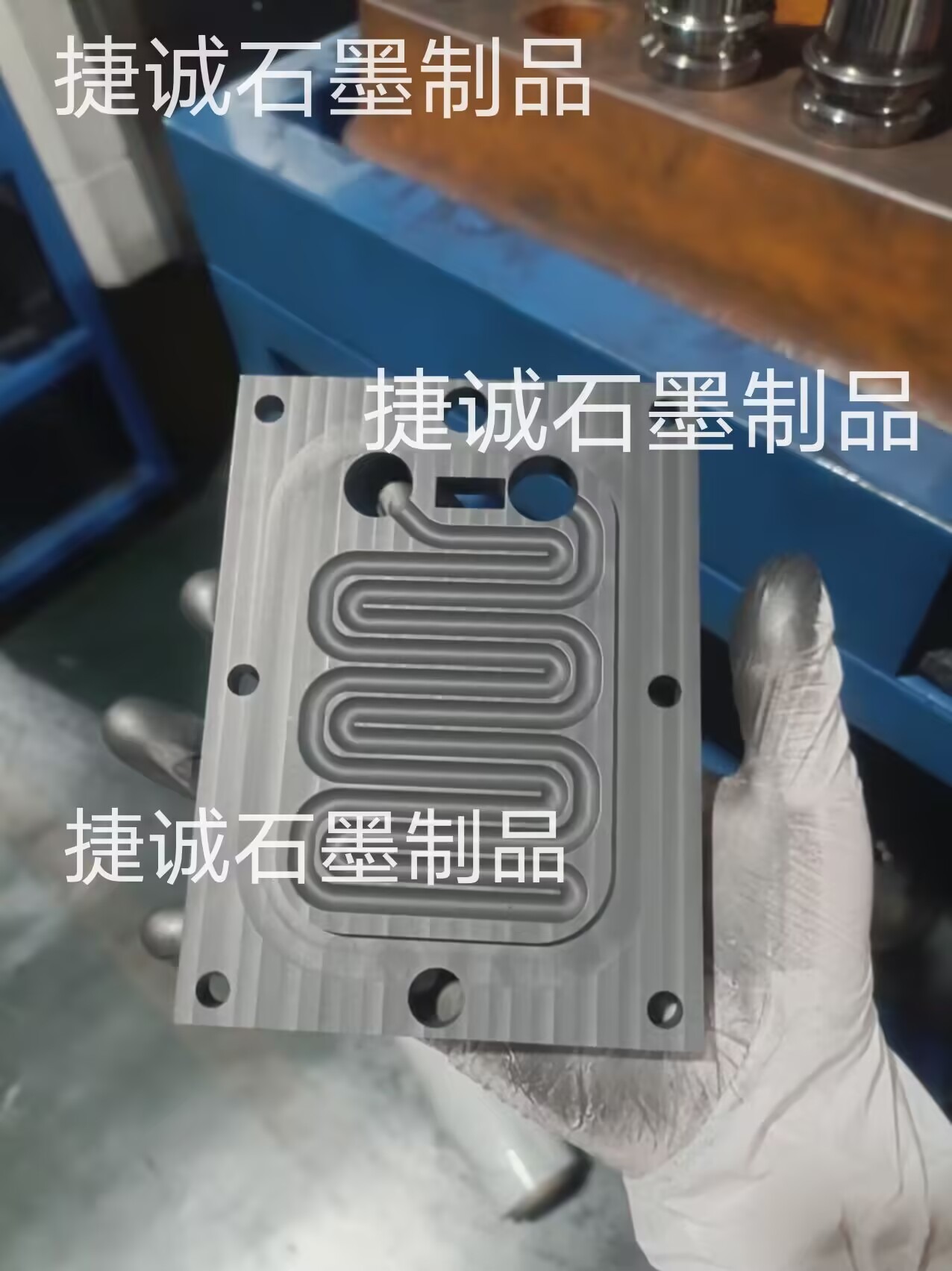 水冷板钎焊石墨模具,冷却板真空钎焊工装夹具,储能电池液冷板用3003铝板,铝真空钎焊炉石墨工装,铝合金水冷板钎焊石墨模具,紫铜板水冷板石墨模具,LED水冷板石墨模具
水冷板钎焊石墨模具,冷却板真空钎焊工装夹具,储能电池液冷板用3003铝板,铝真空钎焊炉石墨工装,铝合金水冷板钎焊石墨模具,紫铜板水冷板石墨模具,LED水冷板石墨模具 -
 液冷板钎焊石墨模具,铝真空钎焊水冷板石墨工装,供应铝合金水冷板钎焊模具加工,水冷板钎焊石墨模具,石墨模具加工厂,GPU钎焊治具石墨底板,铜板钎焊石墨模具,真空钎焊石墨模具
液冷板钎焊石墨模具,铝真空钎焊水冷板石墨工装,供应铝合金水冷板钎焊模具加工,水冷板钎焊石墨模具,石墨模具加工厂,GPU钎焊治具石墨底板,铜板钎焊石墨模具,真空钎焊石墨模具 -
液冷板钎焊石墨模具,铝真空钎焊水冷板石墨工装,水冷板钎焊石墨模具,供应铝合金水冷板钎焊模具加工,石墨模具加工厂,GPU钎焊治具石墨底板,铜板钎焊石墨模具,真空钎焊石墨模具
-
水冷板钎焊石墨模具,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家,GPU钎焊治具石墨盖板,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,AL6061水冷板真空钎焊工装,石墨模具
-
液冷板石墨模具,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,真空钎焊零件备件定制加工,AL6061水冷板真空钎焊石墨模具,钎焊铝板结构水冷板工装夹具,石墨模具加工
18年品质保证 精密石墨模具加工厂
东莞市捷诚石墨制品有限公司是广东东莞一家专业的精密石墨模具经营加工生产公司,主要生产电子烧结石墨模具、芯片封装石墨模具、手机玻璃热弯石墨模具、VC石墨模具、晶圆封装石墨模具、金刚石烧结石墨模具、电缆焊接石墨模具、各种石墨治具、石墨夹具。
2003
成立于2003年
6000
资产总额6000万元
10
10多年生产经验
100
员工100余人
业务范围
BUSINESS LINE


品牌简介
BRAND INTRODUCTION
公司先后荣获了“中国质量体系认证书”、“实用新型专利证书”、“优秀企业模范”等荣誉称号。公司
通过了 ISO9001:2000质量体系、ISO14001:2004环境体系、
GB/T28001-2001的健康安全管理 体系的三重认证。社会荣誉与监督极大的体现
了“石墨模具系列”产品特征和产品的使用性能。 捷诚石墨模具依靠科技进步
倡导绿色消费,让客户群体充分体会 到捷诚石墨模具公司文化所带
来的无穷魅力。
VIEW MORE
通过了 ISO9001:2000质量体系、ISO14001:2004环境体系、
GB/T28001-2001的健康安全管理 体系的三重认证。社会荣誉与监督极大的体现
了“石墨模具系列”产品特征和产品的使用性能。 捷诚石墨模具依靠科技进步
倡导绿色消费,让客户群体充分体会 到捷诚石墨模具公司文化所带
来的无穷魅力。
新闻动态
NEWS CENTER
-
确保石墨模具的加工质量需要从多个方面下手,以下是一些要害办法:一、选材与查验选用高品质石墨资料:高品质的石墨资料具有细密的结构和均匀的颗粒散布,这是行进加工精度的根底。在选材时,要归纳考虑资料的热膨胀系数、热导率、硬度、密度以及气孔率等要素,挑选高纯度、细密度、低气孔率、低热膨胀系数的石墨资料,如高密度石墨、超细晶石墨、等向石墨等。严峻资料查验:对选定的石墨资料进行严峻的查验,包含化学成分分析、物理功用检验等,确保资料质量契合加工要求。二、规划与工艺优化精确规划制图:运用CAD等规划软件,依据模具的运用环境和功用要求,进行精确的模具规划和制图。规划进程中要考虑模具的结构合理性、加工可行性以及运用寿数等要素。优化加工工艺:归纳考虑石墨资料的特征、加工设备的功用以及实践加工要求,拟定合理的加工工艺路程。包含挑选恰当的切削参数、工艺路程、夹持办法等,以削减加工过失和缺陷的发生。三、高精度加工设备选用高精度加工设备:运用高精度、高安稳性的数控机床、电火花机床、激光切削机等精密加工设备,确保石墨模具的精确形状和标准。这些设备能够供应安稳的工作环境和加工精度,是行进石墨模具加工质量的重要保障。四、进程操控与监测严峻操控切削参数:在加工进程中,要严峻操控切削速度、进给速度、切削深度等切削参数,避免过度切削和颗粒过大的问题。一起,要坚持刀具的尖锐度,以削减切削进程中的抵触和热量发生。实时监测与调整:运用先进的监测技术,如传感器、图像识别等,实时监测加工进程中的温度、压力、振荡等参数。一旦发现异常情况,及时进行调整和处理,以确保加工进程的安稳性和可控性。五、热处理与外表处理热处理工艺:对石墨模具进行恰当的热处理,如退火、淬火等,以行进其硬度、强度和安稳性。热处理进程中要严峻操控加热速度、保温时间和冷却速度等参数,以削减热处理缺陷的发生。外表处理工艺:对石墨模具外表进行抛光、喷砂等处理,以行进其润滑度和平整度。外表处理进程中要注意挑选合适的处理办法和参数,避免对模具外表构成损害。六、质量操控与查验树立完善的质量操控系统:对加工进程进行全面操控,包含对资料的质量、设备的质量、工人的本质和操作标准等多方面的操控。一起,对加工完毕的石墨模具进行全面检测,包含标准公差、形位公差、外表质量等方面的查看。守时保护与保养:守时对石墨模具进行保护和保养,包含清洁、润滑、查看等。及时发现并处理潜在问题,确保模具的长时间安稳工作和加工质量。综上所述,确保石墨模具的加工质量需要从选材与查验、规划与工艺优化、高精度加工设备、进程操控与监测、热处理与外表处理以及质量操控与查验等多个方面下手。通过归纳运用这些办法,能够明显提高石墨模具的加工质量和运用寿数。
-
石墨模具的烧结温度和压力在烧结过程中各自扮演着不同的人物,而且它们对石墨模具的功用有着明显的影响。以下是关于石墨模具烧结温度和压力的详细差异:一、烧结温度的差异界说与重要性: 烧结温度是指在烧结过程中石墨模具所抵达的最高温度。 烧结温度对石墨模具的微观结构、物理功用和化学功用具有重要影响。影响要素: 石墨模具的资料:不同资料的石墨具有不同的烧结特性,因而需求根据详细资料挑选合适的烧结温度。 模具的标准:大标准模具一般需求较高的烧结温度以确保资料内部的均匀细密化。 所需功用:根据模具的运用环境和功用要求,需求调整烧结温度以满足特定的物理和化学功用。合适规划: 高精度石墨模具的合适烧结温度一般在800℃至1200℃之间。在这一温度规划内,石墨资料可以得到充沛细密化,一同避免过高的温度导致模具变形或功用下降。二、烧结压力的差异界说与重要性: 烧结压力是指在烧结过程中施加于石墨模具上的外部压力。 烧结压力对石墨模具的密度、强度和硬度等功用具有重要影响。影响要素: 石墨资料的纯度与密度:高纯度、高密度资料能承受更大压力,且烧结过程中更易于细密化。 模具的规划:包括结构、标准份额及壁厚等,合理规划能确保压力均匀分布,提高整体抗压才干。合适规划: 在热压烧结工艺中,成型压力一般需求在16~50MPa之间。这一规划内的压力有助于石墨颗粒之间的紧密结合,行进模具的强度和硬度。三、烧结温度和压力的彼此作用协同作用: 恰当的烧结温度和压力一同作用,可以促进石墨颗粒之间的紧密结合,行进模具的强度和硬度。 过高或过低的烧结温度或压力都或许导致模具功用下降。彼此制约: 在必定的烧结温度下,过高的压力或许导致石墨模具的过度细密化或变形;而过低的压力则或许导致石墨颗粒之间的结合不紧密,影响模具的功用。 同样地,在必定的烧结压力下,过高的温度也或许导致模具的过度烧结或变形;而过低的温度则或许导致石墨资料无法充沛细密化。 综上所述,石墨模具的烧结温度和压力在烧结过程中各自具有不同的特征和影响要素。为了获得高功用的石墨模具,需求根据详细资料、标准和所需功用挑选合适的烧结温度和压力,并确保它们之间的协同作用。想要了解更多石墨模具的内容,可联系从事石墨模具多年,产品经验丰富的滑小姐:13500098659。
-
运用微电子焊接定位石墨工装时,需注意以下几点: 1.清洁度:保持微电子焊接定位石墨工装的清洁,避免杂质和污垢影响其导热性能和焊接质量。 2.装置精度:依照工艺要求,准确装置石墨工装,保证其定位精度和稳定性。 3.运用温度:注意操控运用温度,避免过热导致石墨工装变形或性能下降。 4.储存条件:保持石墨工装的储存环境枯燥、清洁,以避免其受潮、污染或其他要素影响其性能。想要了解更多微电子焊接定位石墨工装的内容,可联系从事微电子焊接定位石墨工装多年,产品经验丰富的滑小姐:13500098659。
-
其次红硬性在低温形态下任务的热作模具,恳求坚持其组织和功能的波动,从而坚持足够高的硬度,这种功能称为红硬性。碳素工具钢、低合金工具钢通常能在180~250℃的温度范围内坚持这种功能,铬钼热作模具钢普通在550~600℃的温度范围内坚持这种功能。钢的红硬性次要取决于钢的化学成分和热处置工艺。 再次抗压屈服强度和抗压弯曲强度模具在运用进程中常常遭到强度较高的压力和弯曲的作用,因此模具资料应具有一定的抗压强度和抗弯强度。在很多情况下,做抗压实验和抗弯实验的条件接近于模具的理论任务条件。 抗弯实验的另一个优点是应变量的绝对值大,能较灵敏地反映出不同钢种之间以及在不同热处置和组织形态下变形抗力的差别。 在模具市场上,石墨模具的呈现,让其他材质的模具靠后站,以掩耳不及盗铃之势取得一席之地,这都离不开它优良的功能!明天电子烧结石墨模具厂家小编给大家说说石墨模具对强度性有什么要求。 首先是硬度硬度是模具钢的主要技术指标,模具在高应力的作用下欲坚持其外形尺寸不变,必需具有足够高的硬度。冷作模具钢在室温条件下普通硬度坚持在HRC60左右,热作模具钢根据其任务条件,普通恳求坚持在HRC40~55范围。 关于同一钢种而言,在一定的硬度值范围内,硬度与变形抗力成正比;但具有同一硬度值而成分及组织不同的钢种之间,其塑性变形抗力能够有分明的差别。
-
我们在日常生活中运用的石墨产品十分多,其实它们都是经过石墨模具制造出来的,这种模具的质量和功能会在很大水平上影响石墨产品的功能和运用周期,因此需求不时提升制造技艺,这样产品的运用工夫才更长。 石墨模具的经过高科技制造出来的,它的次要制造设备是热装筒夹,它可以批量制造模具。应用数控刀片热装技术,并不时在此基础上提升,因此其曾经在很多场所被运用,十分罕见。其实,该模具的消费在很大水平上处理了数控刀片难以夹紧的问题。而正是由于其被大规模的制造和消费,筒夹才干更普遍的被人们看法和运用。 另外,石墨模具的制造也很严厉,其要先由设计人员设计出款式、外形,再经过机械设备停止加工,然后才干成为我们所见到的这样。
-
捷诚石墨的小编为您带来在高温炉使用石墨棒的注意事项,具体内容如下: 一、防护膜 石墨棒在气体里加温后,表面会产生高密度的二氧化硅膜,变为抗氧化性的防护膜,那样做到延长寿命的实际效果。伴随着工业窑炉温度的升降机转变,会出現棒表面的防护膜裂开,那样减少了维护的实际效果,加速棒的阻值增大。 1、新棒时,在较为低的的工作电压下就可以考虑工业窑炉设计方案及应用输出功率; 2、伴随着時间的变化,棒的电阻值慢慢增大,为了更好地能够更好地考虑工业窑炉设计方案及应用输出功率,大家必须应地提升应用工作电压。 二、电总流量 给石墨棒加的电总流量越大,它的外表温度越高,我建议尽可能应用小的外表负载相对密度(输出功率)。一般状况下,石墨棒外表输出功率是由其外表温度和炉内温度关联求取。 三、操纵温度 高纯石墨碳棒在炉内温度超1400℃将来,空气氧化速率加快,使用寿命则会减少,因此大家应当留意操纵好温度,不许它的外表温度过高。 四、串联 1、由于高纯石墨碳棒电阻值矛盾,串连时电阻器高的石墨棒负载集中化,那样会出現某一个石墨棒电阻器急速加上,进而造成使用寿命减少。 2、需提升阻值的配组,也就是同一组棒的阻值尽可能贴近。温度控制越高,规定的电阻值误差也应越小。 五、缓速加上电阻器 为了更好地保持它的使用期,在持续应用石墨棒时,大家应当缓速加上电阻器。 六、温度散布特点 高纯石墨碳棒的详尽温度散布变化也因炉膛内气氛、应用前提条件的矛盾而有一定的差别的。 新生产制造出去的商品,其有效发高烧长短内为Δ60℃之内算成绩及格,温度散布会跟随他的脆化而增大的,最后很有可能会做到200℃。 更多石墨信息可查看http://www.shimotianxia.com
-
捷诚石墨的小编整理一些有关石墨转子生产注意事项:1.用前需预热。具体操作:浸入铝液之前,在液面上方100mm左右处预热5分钟—10分钟,避免急冷对材质影响。另外,在浸入溶液之前须先通入气体,为避免喷头上的气孔堵塞,转子提出液面后方可停止供气。2.隔离空气。净化箱室内通入氮或氩气,隔离外来空气,防止转子氧化。提醒:氮气或氩气必须要纯洁。3.转子浸入深度。使强化套露出铝液面80mm左右、浸入液面以下60mm左右,有效增加转子抗氧化损耗和冲刷。4.传动系统平稳。传动设备相关部位若发生松动,会影响到转子的整体运行,易发生损坏。更多石墨制品信息可查看http://www.jaseng.com
-
有着良好特性的石墨模具的呈现,立马赢得很多客户的喜爱,紧随其来的问题就来了,有客户反映石墨模具外表有软点,这是怎么一回事呢?一旦石墨模具热处理后外表有软点将影响石墨模具的耐磨性、减少石墨模具的运用寿命。下面由捷诚石墨的小编带您了解石墨模具外表有软点的原因及解决办法。石墨模具 一、软点产生原因 1、石墨模具在热处理前外表有氧化皮、锈斑及局部脱碳。 2、石墨模具淬火加热后,冷却淬火介质挑选不当,淬火介质中杂质过多或老化。 二、预防办法 1、石墨模具热处理前应去除氧化皮、锈斑,在淬火加热时适当维护石墨模具外表,应尽量选用真空电炉、盐浴炉和维护气氛炉中加热。 2、石墨模具淬火加热后冷却时,应挑选适宜的冷却介质,对长期运用的冷却介质要常常进行过滤,或定期更换。 更多石墨模具信息可查看http://www.shimotianxia.com





