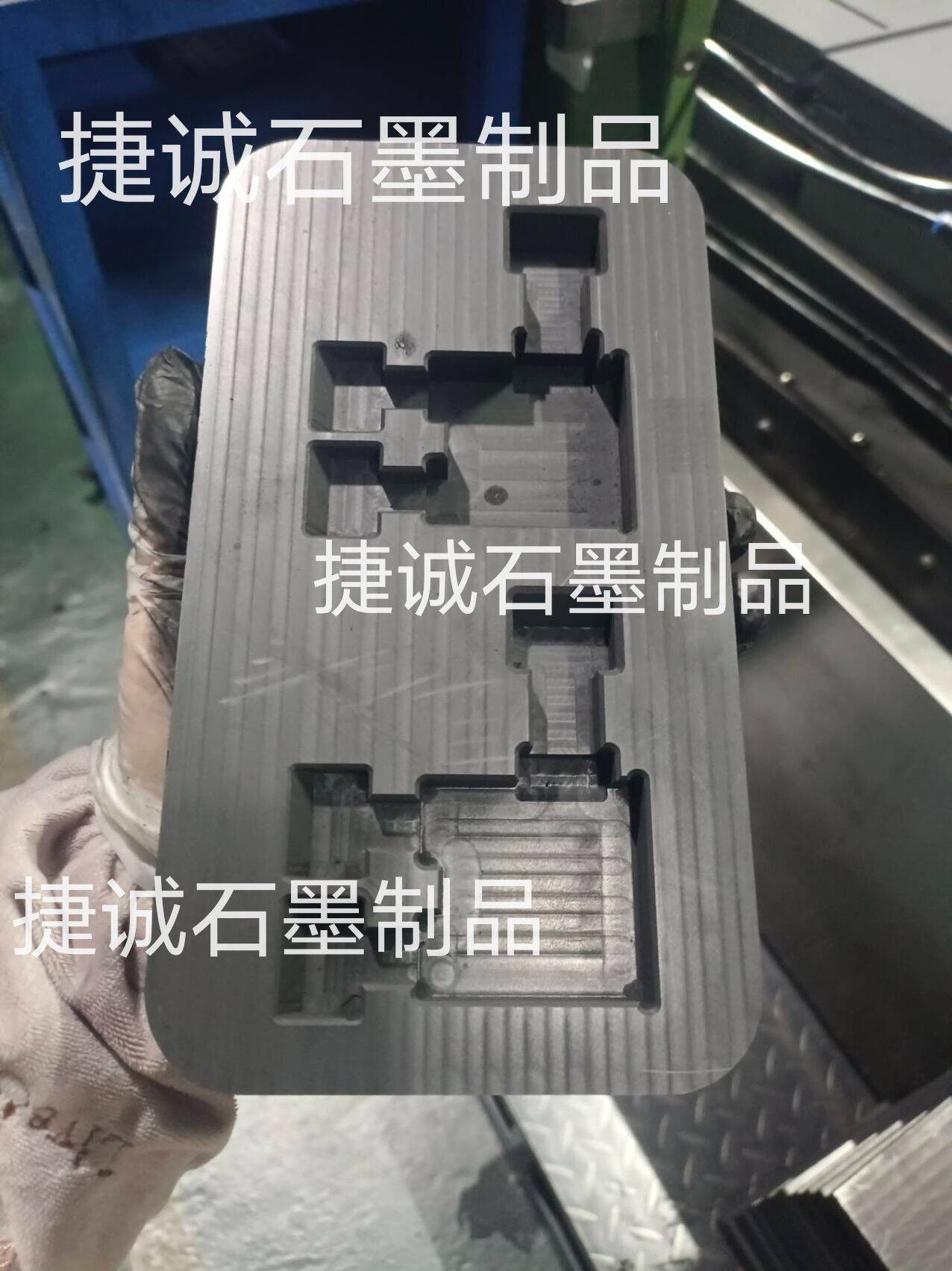
水冷板钎焊石墨模具,铝真空钎焊炉石墨工装
水冷板钎焊石墨模具的结构优化可从流道规划、密封结构、资料组合、强度与散热平衡及制造工艺适配性五个维度打开,以下是具体优化方向与剖析:
一、流道结构优化
流道形状
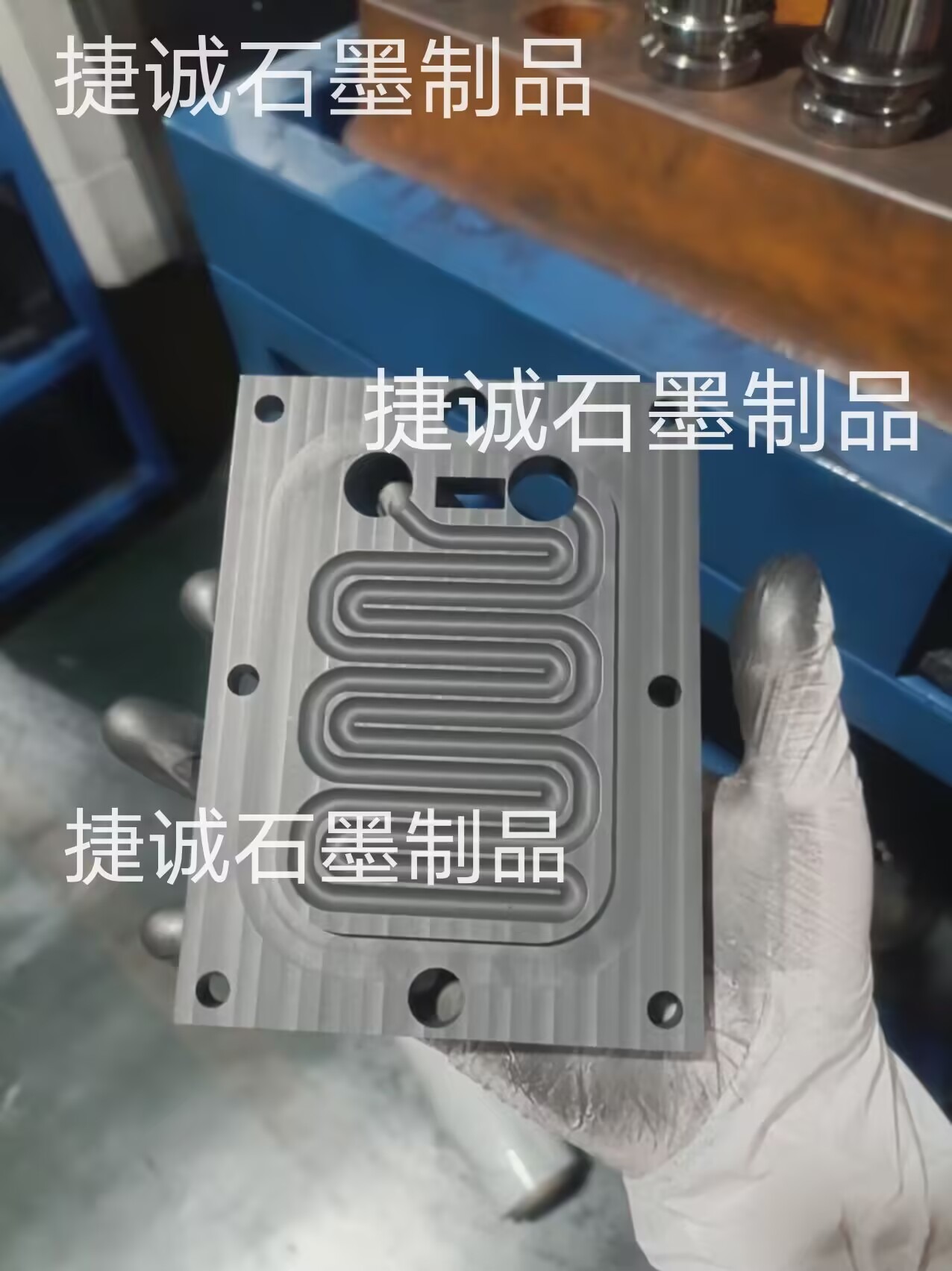
仿生流道:选用鱼骨形、蛇形或螺旋形流道,增加冷却液与模具的接触面积。例如,鱼骨形流道可使散热功率行进20%-30%,适用于高功率密度器材。
突变截面:流道截面从入口到出口逐步增大,平衡压力丢掉与冷却均匀性。入口处流速高、截面小,出口处流速低、截面大,防止部分过热。
流道布局
并行流道:适用于大面积均匀散热场景,经过多通道分流下降流阻。
串并联结合:在温度梯度大的区域选用串联流道,在均匀散热区域选用并联流道,统筹散热功率与均匀性。
流道规范
直径优化:依据冷却液流量和压力选择流道直径,一般为2-5mm。过小导致流阻大,过大则下降冷却液流速。
壁厚控制:流道壁厚主张≥2mm,防止钎焊时因热应力导致开裂。
二、密封结构优化
密封办法
O型圈密封:在流道进出口处设置O型圈槽,选用耐高温氟橡胶或硅橡胶,适用于中低压场景。
金属密封垫片:选用铜或不锈钢垫片,经过螺栓预紧完成高压密封,适用于高压冷却系统。
密封面规划
平面度要求:密封面平面度≤0.01mm,外表粗糙度Ra≤0.8μm,保证密封可靠性。
倒角处理:密封面边沿设置0.5×45°倒角,防止应力会合导致密封失效。
三、资料组合优化
石墨与金属结合
钎焊层选择:选用Ag-Cu-Ti或Ni-Cr活性钎料,钎焊层厚度控制在20-50μm,保证结合强度与导热性。
过渡层规划:在石墨与金属之间增加钛或钼过渡层,缓解热膨胀系数差异,行进抗热震性。
多层复合结构
石墨基体+铜导热层:在石墨外表镀铜或嵌入铜箔,行进部分导热功用,适用于高功率抢手散热。
石墨+不锈钢结构:选用不锈钢结构增强模具全体强度,适用于高压、高温环境。
四、强度与散热平衡
加强筋规划
网格状加强筋:在模具不和设置网格状加强筋,筋宽2-3mm,间隔10-15mm,行进抗弯强度。
部分增厚:在流道交叉处或边沿区域部分增厚,厚度增加1-2mm,防止应力会合。
热膨胀补偿
弹性缓冲层:在石墨与金属结合面设置0.1-0.2mm厚的石墨纸或云母片,吸收热膨胀差异。
分段式结构:将模具规划为分段式,经过螺栓联接,容许各段独立热膨胀。
五、制造工艺适配性
加工工艺优化
数控加工参数:粗加工时切削深度0.5-1mm,进给速度500-1000mm/min;精加工时切削深度0.05-0.1mm,进给速度100-300mm/min。
电火花加工:关于杂乱流道结构,选用电火花加工,电极资料选用铜或石墨,放电电流1-5A。
钎焊工艺优化
真空钎焊参数:升温速率3-5℃/min,峰值温度850-900℃,保温时刻10-15min。
气氛保护钎焊:在氮气或氩气保护下进行钎焊,氧含量≤50ppm,防止石墨氧化。
六、结构优化示例
优化方向 具体办法 预期效果
流道规划 选用鱼骨形流道,直径3mm,壁厚2.5mm 散热功率行进25%,压力丢掉下降15%
密封结构 O型圈密封+金属垫片两层密封 密封压力行进至5MPa
资料组合 石墨基体+铜导热层+不锈钢结构 导热系数≥180W/m·K,抗弯强度≥50MPa
强度与散热平衡 网格状加强筋+部分增厚 抗热震性行进30%,变形量≤0.05mm
制造工艺适配性 数控加工+电火花加工+真空钎焊 加工精度±0.02mm,钎焊结合强度≥20MPa
经过以上结构优化,水冷板钎焊石墨模具的散热功用、密封可靠性、机械强度和制造可行性均可明显行进,满意高功率电子器材的散热需求。