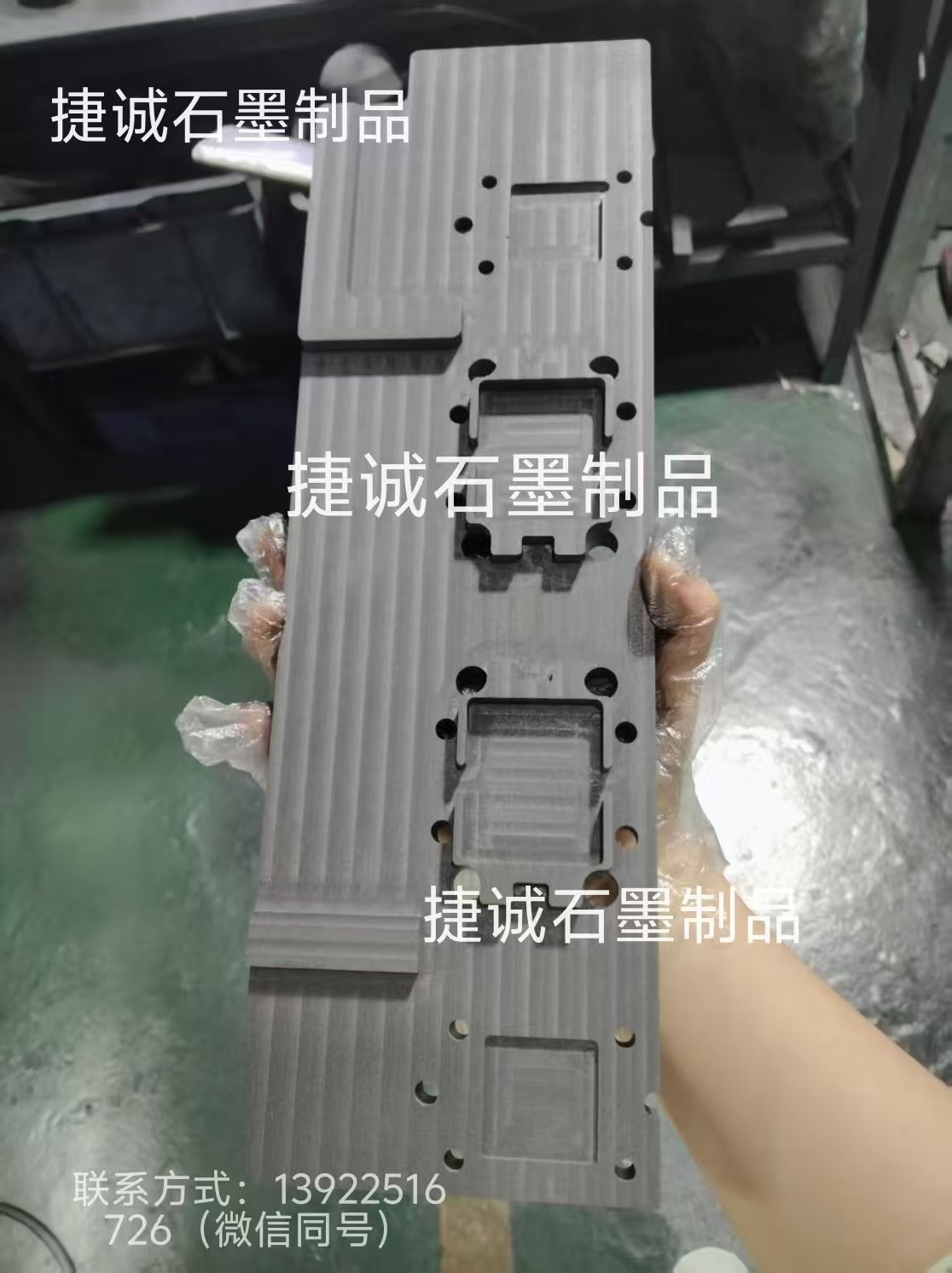
液冷板钎焊石墨模具,真空扩散钎焊模具加工
液冷板钎焊石墨模具加工参数的优化可从刀具选择、切削参数、加工途径、粉尘控制及设备精度等方面下手,以下是详细优化战略:
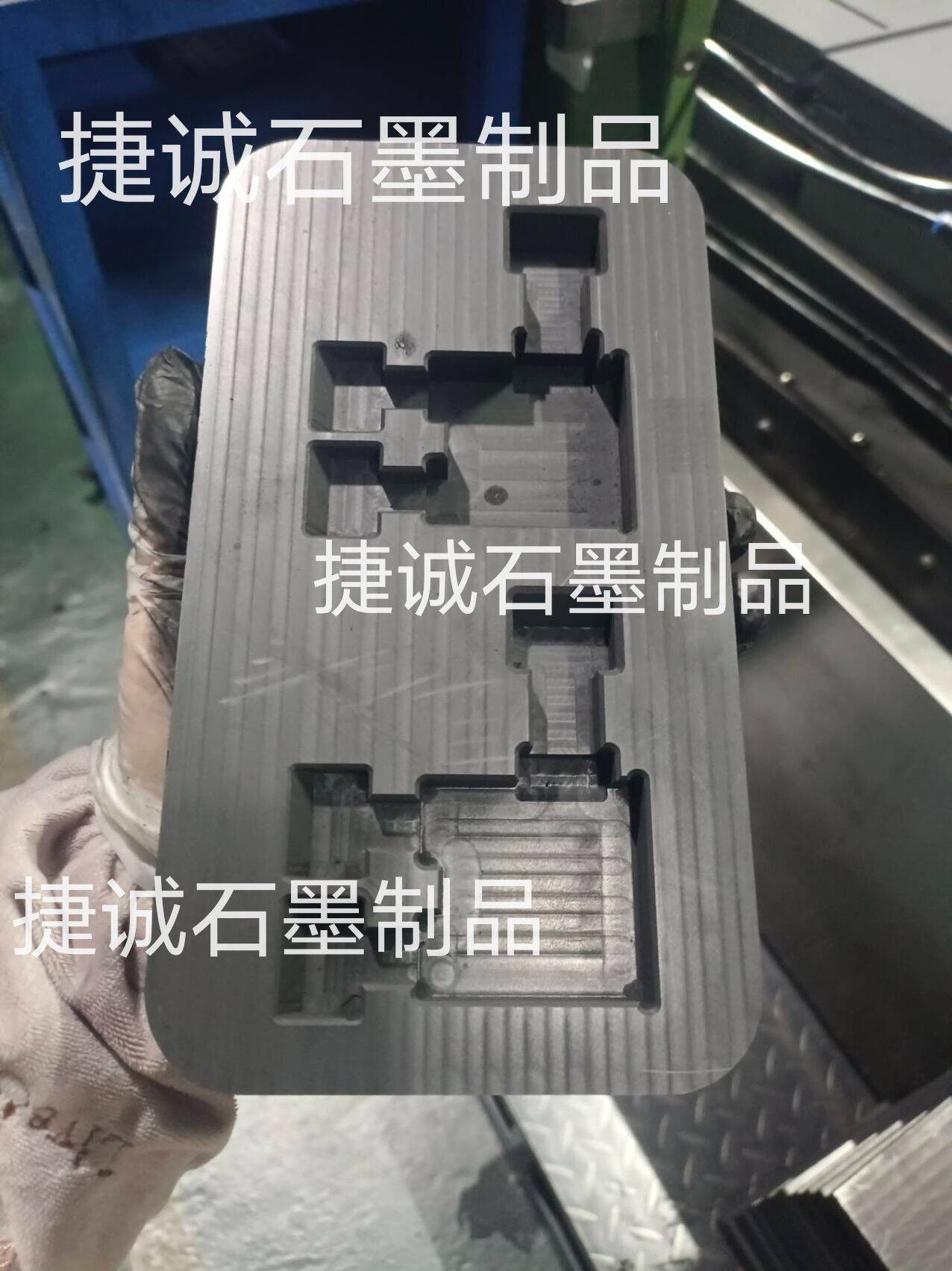
刀具优化:
开粗阶段运用四刃刀具,直径10 - 12mm,R刀选择R3(带曲面,曲面稍大,合适曲面开粗)。
精修阶段,凸模运用R刀R2(曲面小,可设置高转速,颤动小,前进加工作用);凹模运用圆鼻刀(平底带R刀),如6R0.5 / 4R0.2(6&4代表直径,0.5&0.2代表R角度,R角度越小,加工规模越小,加工更精细,可处理凹模中旮旯方位加工)。
切削参数优化:
开粗阶段切削量设为0.5mm,加工速度3m/min,主轴转速15000rpm。
精修阶段切削量减小至0.03mm,加工速度坚持3m/min,主轴转速前进至22000rpm。
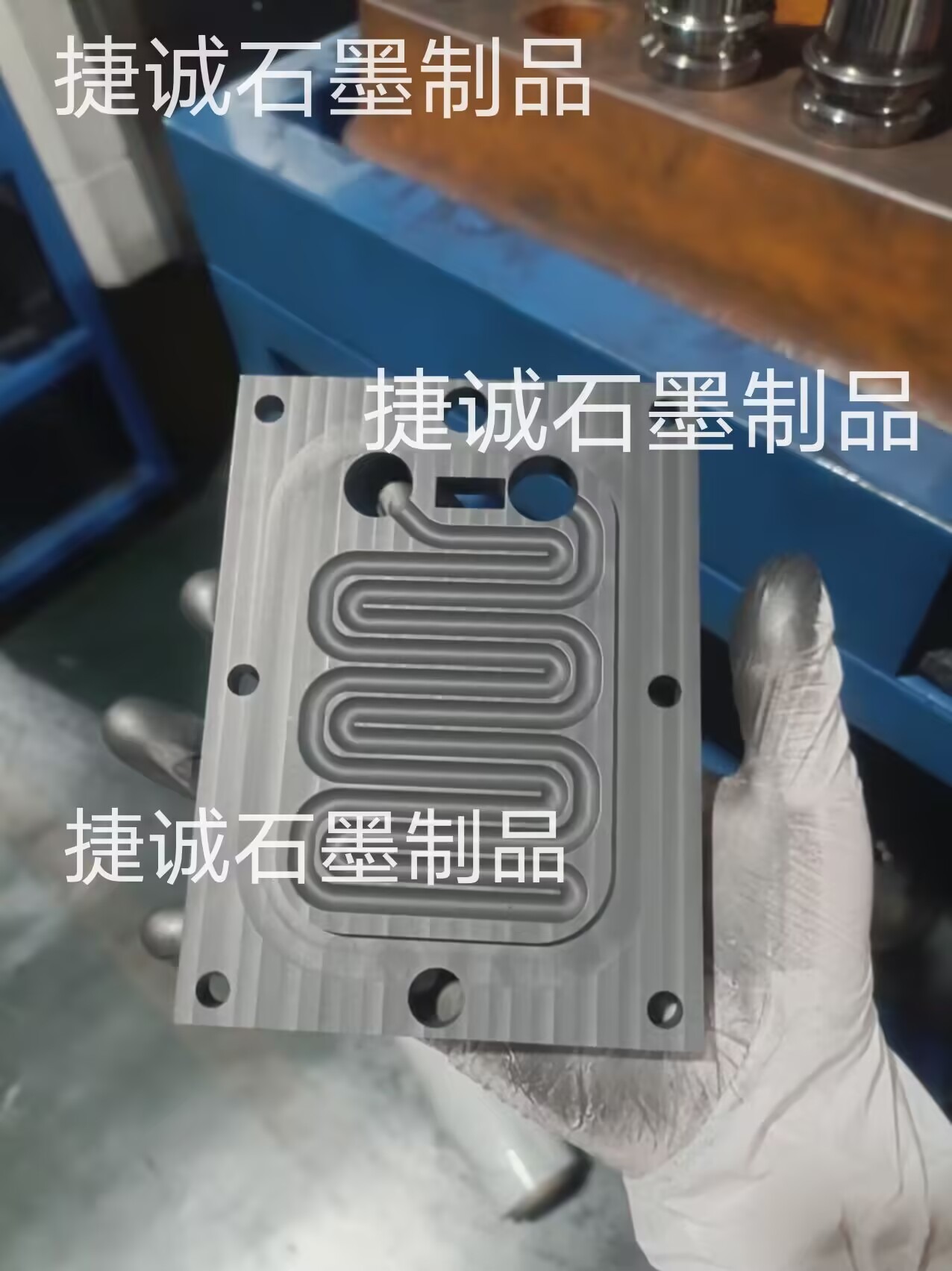
加工途径优化:
精修加工爬坡的曲面时,选用90°途径切削作用最佳。
粉尘控制优化:
运用湿式加工或装备粉尘搜集设备,并定期清洁工作区。
操作人员应佩戴眼镜、手套和呼吸器等个人防护装备,保证安全。
设备与工艺优化:
选用高精度数控机床,保证加工过程中的稳定性和精确性。
运用恰当的冷却液或润滑剂,削减加工过程中的冲突和磨损,延伸东西寿命。
通过屡次细微加工替代一次性深加工,削减加工应力和热量堆集。
在石墨外表涂覆一层抗磨损或抗氧化材料,前进加工过程中的耐磨性和抗氧化性。
控制加工环境的湿度,防止石墨吸湿导致加工过程中呈现尺寸不稳定现象。