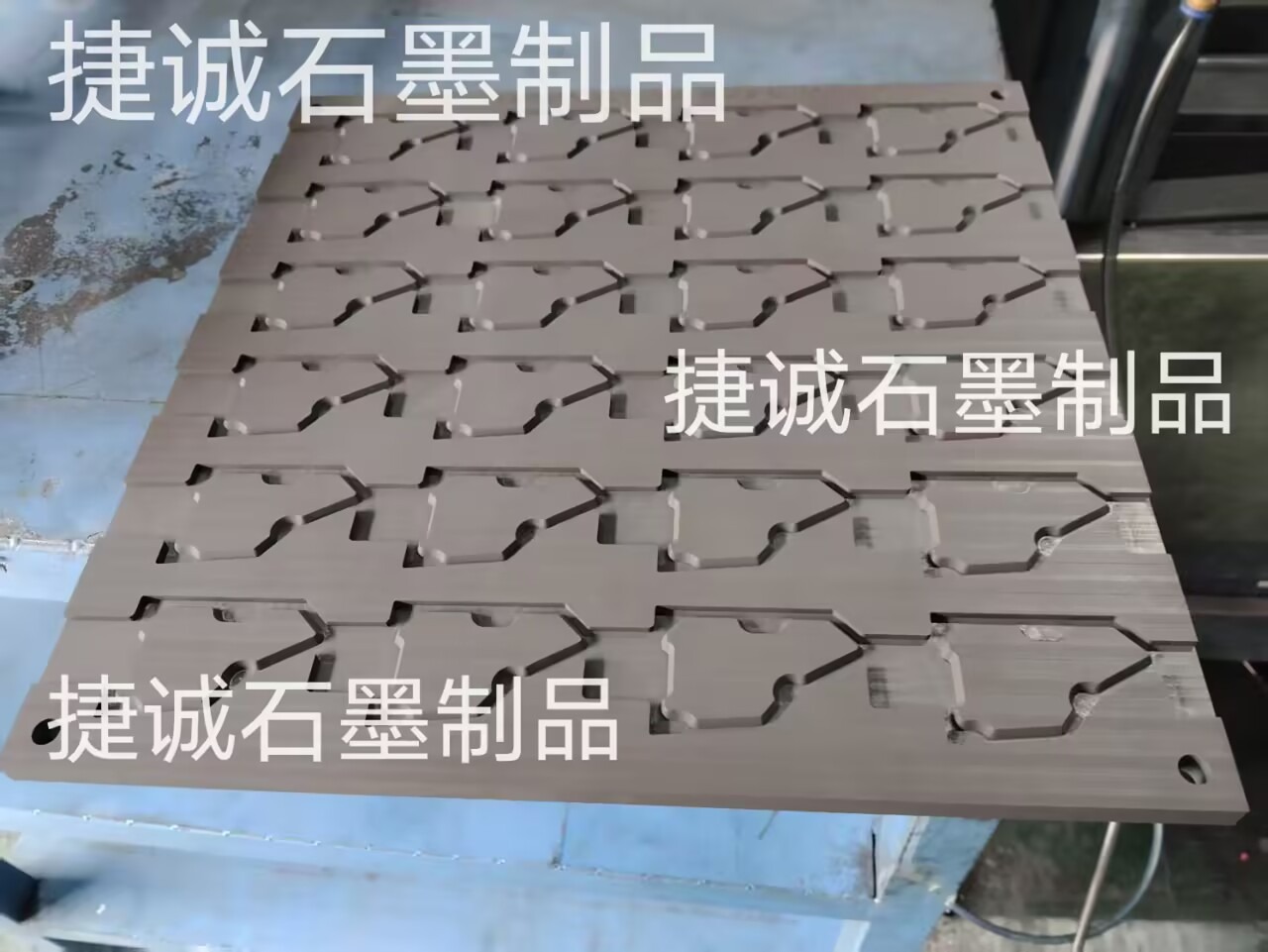
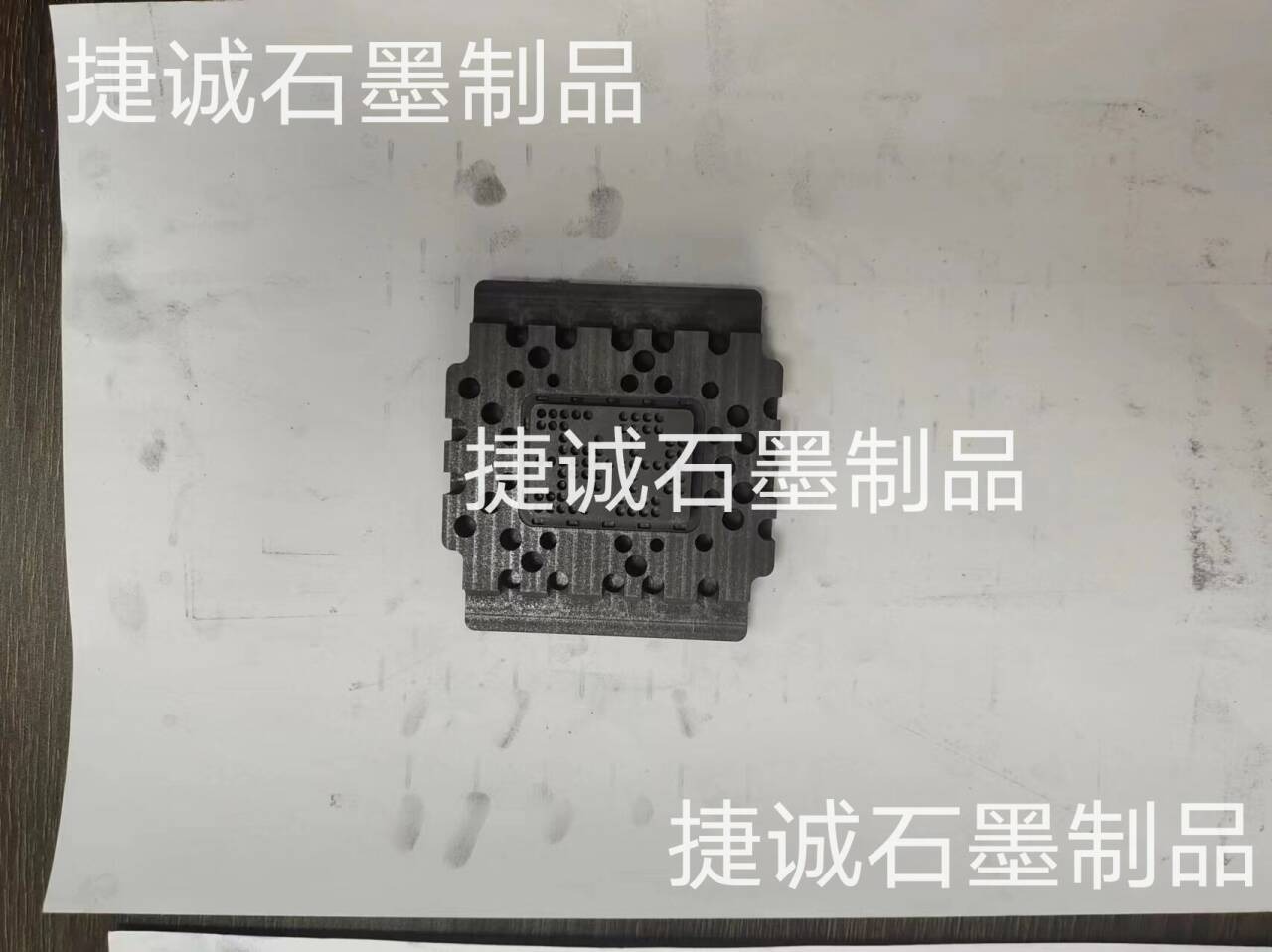
VC扩散焊接石墨模具,冶金放热焊接石墨铸造模具
操控VC懈怠焊接(真空懈怠焊接)中石墨模具的焊接温度,需结合加热方法、温度监测、操控战略及模具规划等多方面要素。以下是具体操控方法:
1. 加热方法与热源挑选
电阻加热:通过石墨模具本身的电阻特性发热(需模具具有导电性),需优化模具结构(如均匀厚度)以保证温度均匀性。
感应加热:运用电磁感应发生涡流加热模具,需调整频率和功率以操控升温速率。
辐射加热:通过外部热源(如红外灯)直接加热,适宜杂乱形状模具,但需考虑热辐射丢失。
2. 温度监测技术
热电偶选型:挑选耐高温、照顾快的K型或S型热电偶,防止运用易氧化的资料(如铁基热电偶)。
测点布局:在模具要害区域(如焊接界面、热影响区)多点布控,监测温度梯度。
非触摸测温:红外热像仪可实时查询表面温度分布,辅佐调整加热战略。
3. 操控战略
PID操控算法:依据预设温度曲线动态调整加热功率,完毕精准控温。
分阶段操控:
预热阶段:缓慢升温至目标温度的50%-70%,防止热冲击。
焊接阶段:恒温坚持,温度不坚定操控在±5℃以内。
冷却阶段:操控降温速率(一般≤50℃/h),防止模具开裂。
动态补偿:依据模具热惯性、环境温度改变实时修改加热参数。
4. 模具规划与优化
资料挑选:选用高纯石墨(含碳量>99.5%)或浸渍石墨,跋涉耐热性和导热均匀性。
结构优化:规划对称结构,削减热应力会集;添加散热孔或分段规划,改善温度均匀性。
有限元分析(FEA):仿照热场分布,优化模具几何形状和加热方案。
5. 工艺参数匹配
温度-压力-时刻协同:
温度:依据资料熔点设定(如钛合金懈怠焊需800-1000℃)。
压力:坚持焊接面触摸(一般0.1-10 MPa),促进原子懈怠。
时刻:依据资料懈怠速率调整(几分钟到几小时)。
真空度操控:保持高真空(≤10?3 Pa),削减气体吸附对温度测量的干扰。
6. 安全与监测
过热维护:设置温度阈值报警,联动堵截加热电源。
热循环次数处理:记载模具运用次数,防止疲乏损害导致部分过热。
守时校验:对测温系统和加热设备守时校准,保证精度。
常见问题与解决方案
温度梯度大:添加模具厚度或运用多层结构,优化暖流途径。
抢手构成:调整加热区域功率分配,或选用部分冷却(如水冷套)。
模具氧化:保证真空环境密封性,防止空气泄露。
通过上述方法,可有用操控石墨模具的焊接温度,跋涉VC懈怠焊接的质量和模具寿数。实践运用中需结合具体资料和工艺需求调整参数,必要时通过试验验证优化方案。