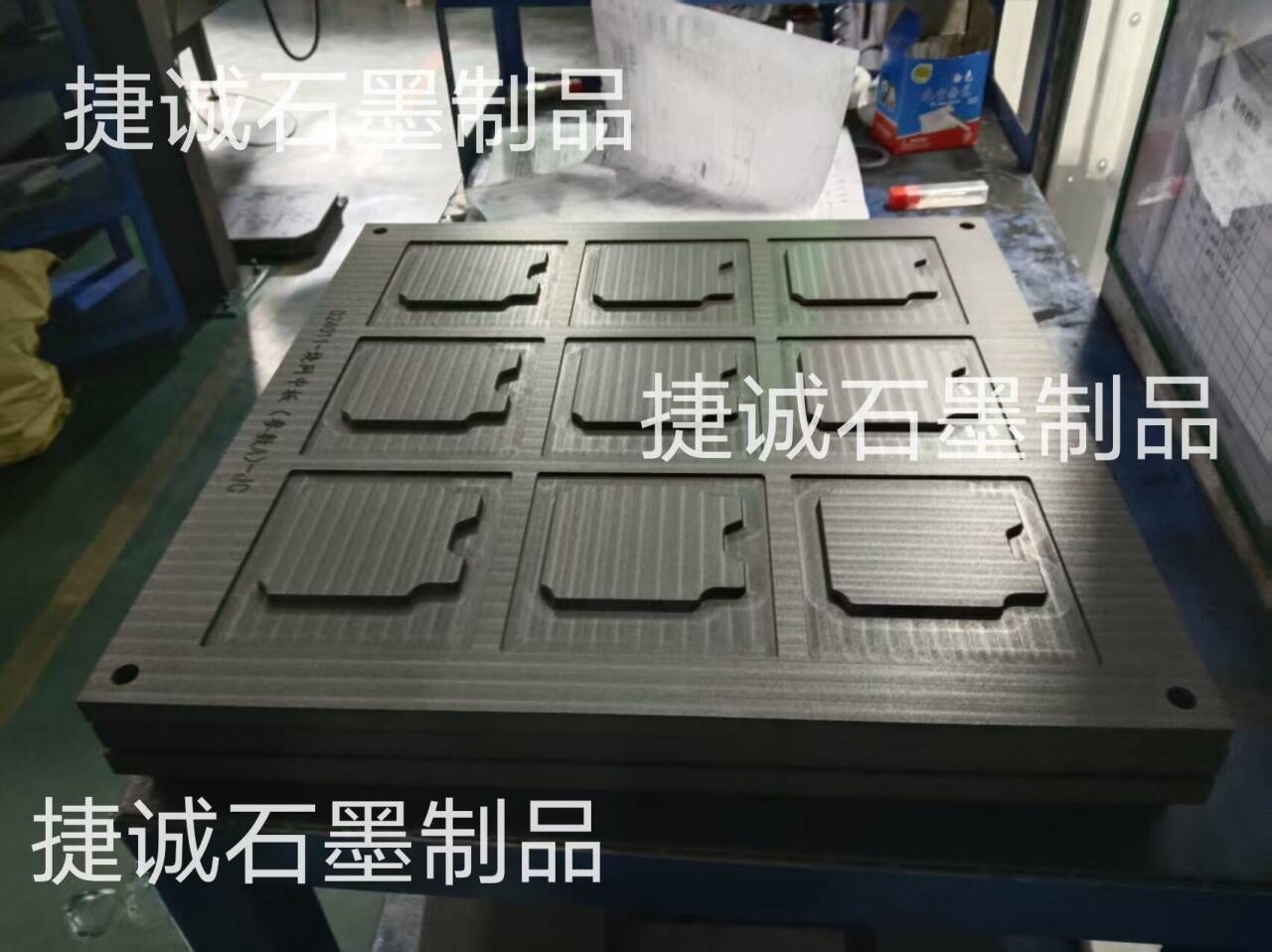
VC石墨模具,VC烧结石墨模具
VC石墨模具的拼装和定位是保障其高精度和高效运转的关键环节,以下从拼装办法、定位技能、东西与设备、注意事项四个方面进行详细解析:
一、拼装办法
模块化拼装
将模具分为榜首模具分体和第二模具分体,内壁面相对兼并形成完整型腔。
经过手柄驱动U形叉臂扣接在衔接块上,保证分体间严密贴合。
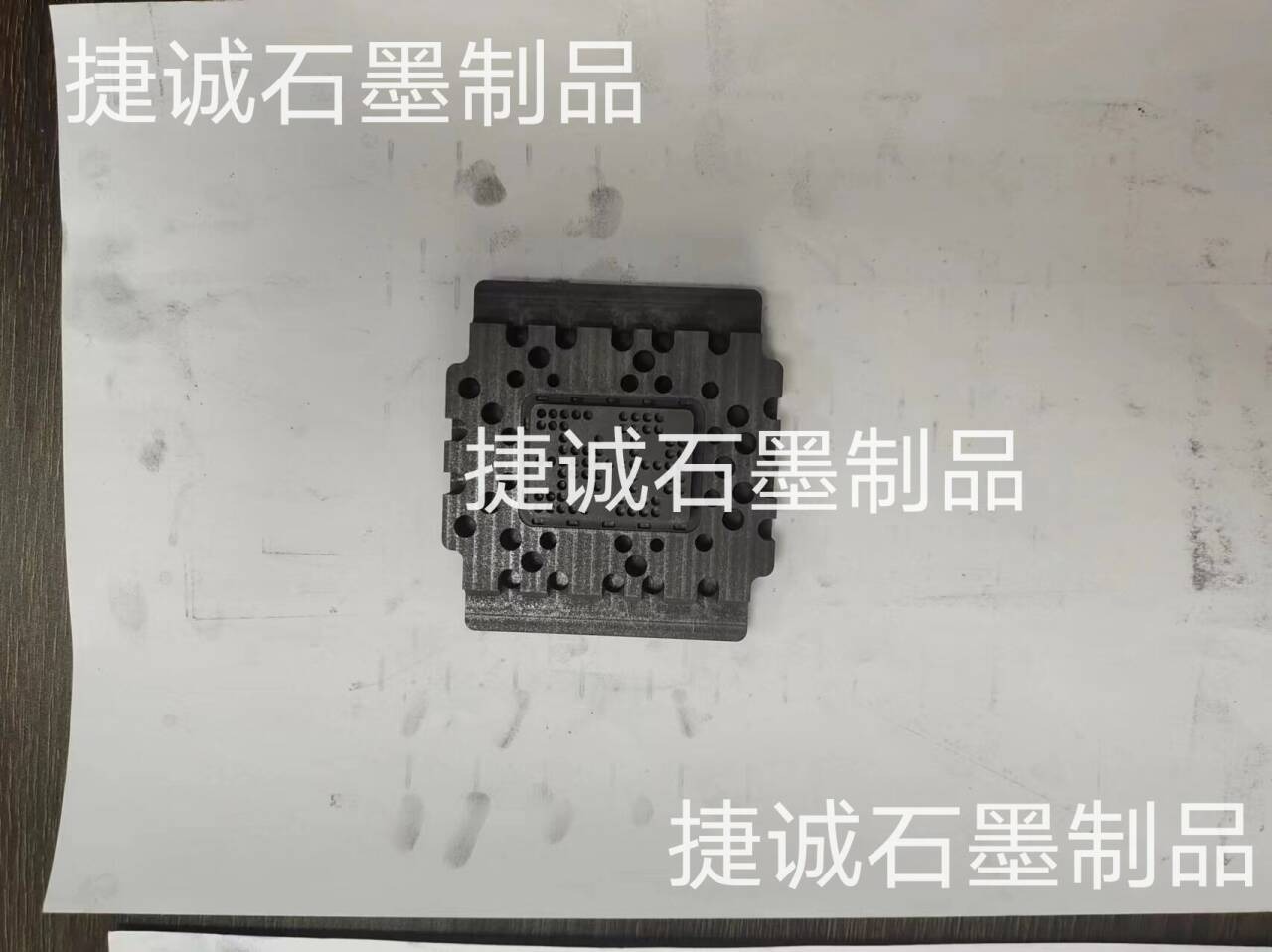
砂箱集成
将第二砂箱置于型腔分体下部,钢水从主浇道进入分支浇道,均匀填充型腔。
砂箱通气孔设计防止铸件内部发生砂眼或气泡。
模套固定
拼装后的模具本体和砂箱于金属模套内,增强结构稳定性并辅佐散热。
二、定位技能
机械定位
三角形卡接结构:凸模的三角形定位凹槽与凹模的三角形定位凸台卡接,利用自锁性进步定位精度。
定位孔/块合作:上模具定位孔与下模具定位块对齐,经过螺栓固定杆进一步锁紧。
气动夹持
弹性夹持机构:经过推进气缸驱动夹持板,合作挤压弹簧完成柔性固定,防止模具外表损伤。
旋转举升组件:调理放置板高度和角度,适配不同尺度模具。
三、东西与设备
加工设备
石墨数控铣床/车床:完成杂乱三维结构加工,精度达0.001mm。
激光切割机:蚀刻微流道,进步加工功率。
辅佐东西
抛光机/喷砂机:进步外表光洁度(Ra≤0.1μm)。
尺度检测仪/硬度计:保证模具尺度和功能达标。
定位东西
定位夹持机构:集成旋转举升组件和弹性夹持结构,完成快速精准定位。
防误触保护板:防止固定螺帽松动,增强安全性。
四、注意事项
安全规范
粉尘防护:加工区域装备通风系统,操作人员佩戴防尘口罩。
静电防护:设备接地,防止石墨导电引发火灾。
加工参数
刀具选择:使用尖利刀具,控制切削速度(0.1-0.5mm/rev)和进给量(0.05-0.2mm)。
冷却光滑:水性冷却液+微雾光滑,削减摩擦痕迹。
定位精度
定时校准:查看定位孔/块合作精度,保证锁紧力均匀。
外表保护:防止划伤模具,定时保护弹性夹持结构。
超薄VC模具:激光+化学复合抛光,外表粗糙度Ra<0.05μm,定位精度进步30%。
经过上述归纳措施,VC石墨模具的拼装和定位可完成高效、精准、安全,满足高功能电子设备的散热需求。