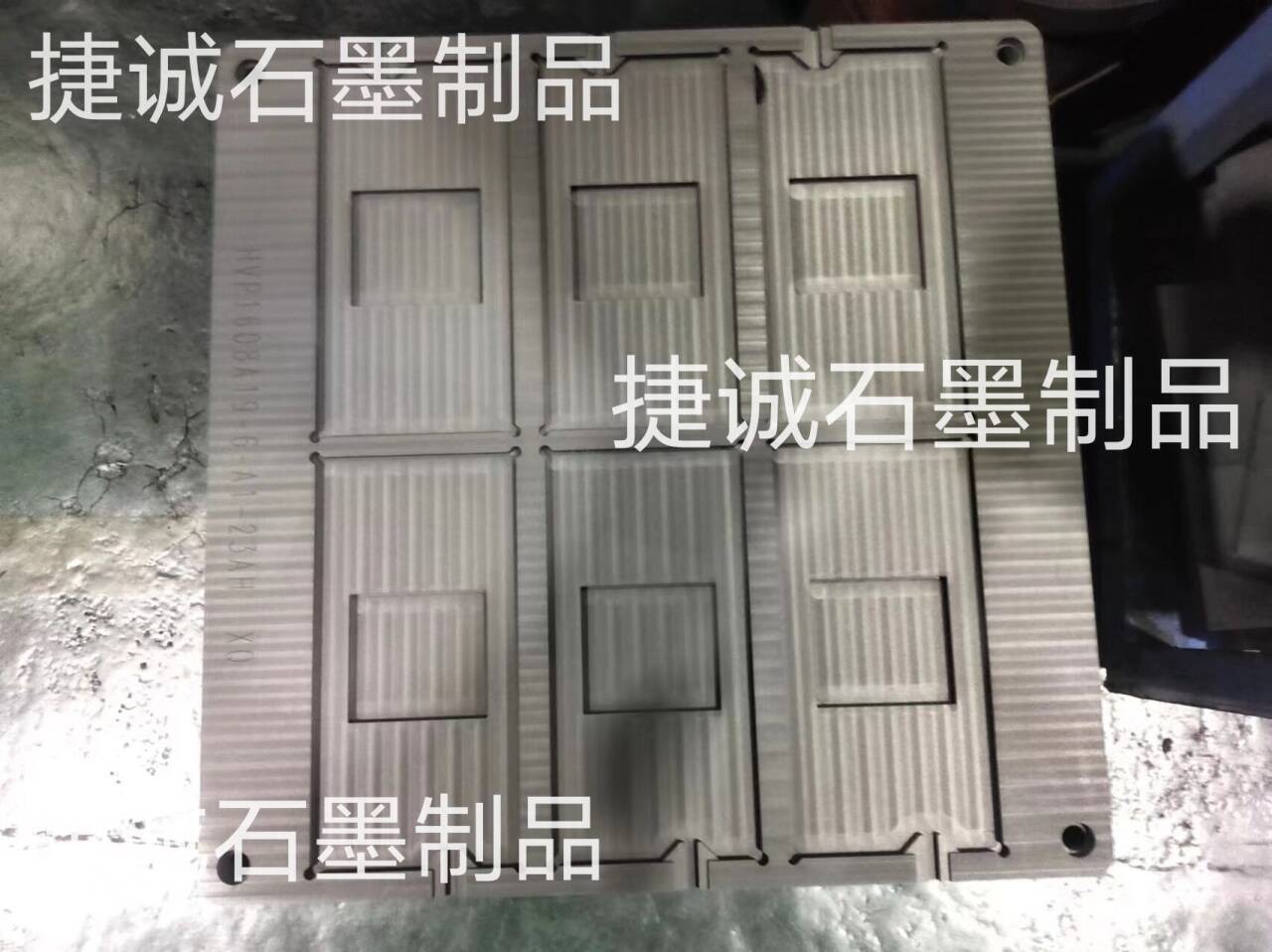
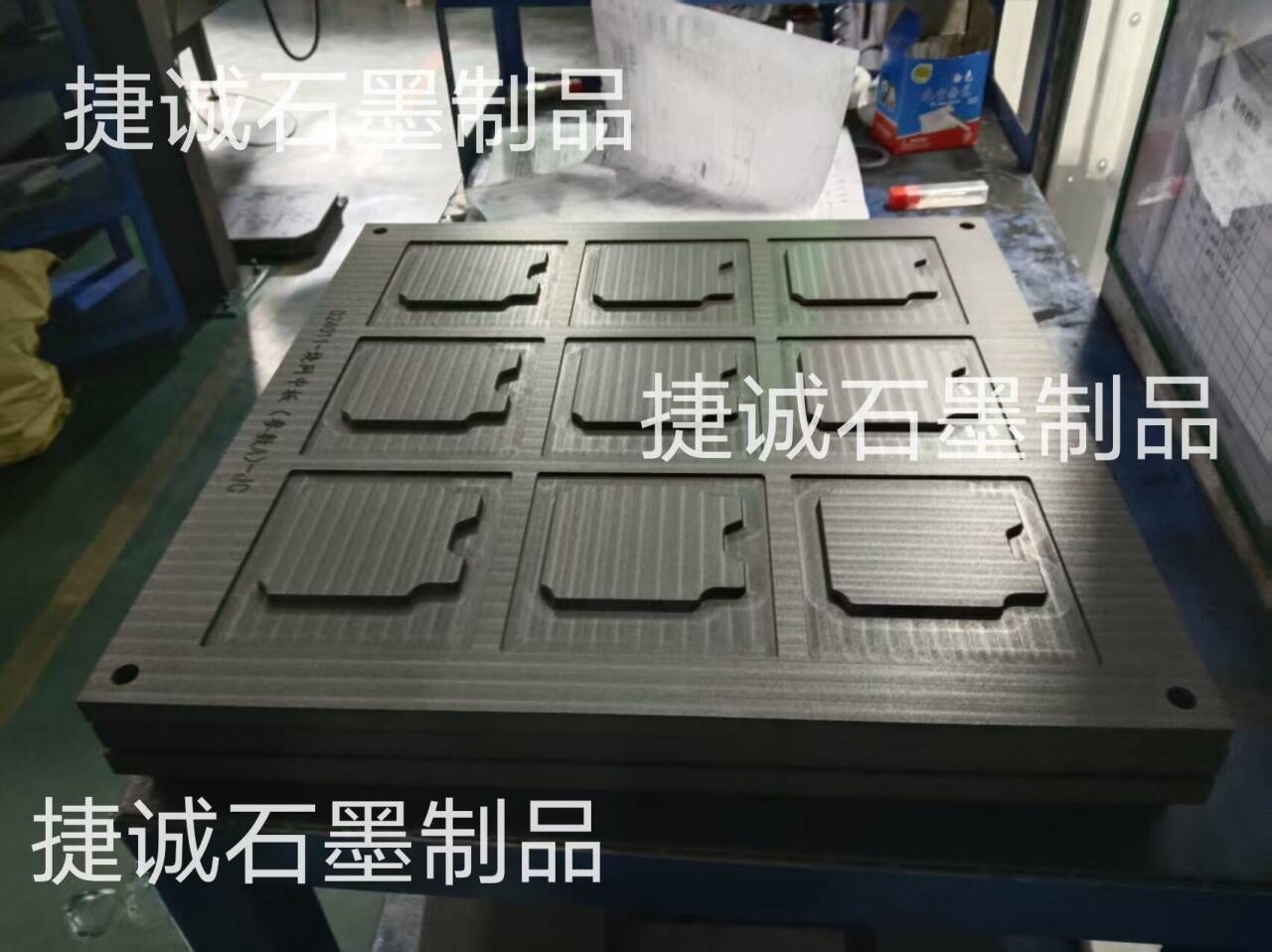
VC烧结板石墨治具,VC扩散焊接石墨冶具,烧结石墨模具,VC石墨模具,等静压材料高纯度耐高温热处理石墨件,冷凝石墨板均热板,PAG芯片封装模具加工,VC焊接模具直供,石墨模具加工
VC烧结板石墨治具的资料选择与预处理流程是确保治具功能的关键环节,需从资料特性、加工工艺、外表处理等多方面归纳把控。以下是详细方案:
一、资料选择规范
基材要求:
纯度:碳含量≥99.9%,杂质(如Fe、Si)≤0.05%。粒度:D50=10~15μm,粒径散布跨度≤2.0(确保烧结细密性)。
增强相:添加0.5%~1%碳化硅(SiC)纳米颗粒(粒径≤100nm),提高耐磨性和热导率。
辅助资料:
粘结剂:酚醛树脂(含量≤5%),用于粉末混合成型。润滑剂:石墨烯微片(含量≤0.3%),改善限制流动性。
资料特性:
导热性:热导率≥180W/(m·K)。耐高温性:耐受温度≥2800℃。机械强度:抗压强度≥200MPa,抗弯强度≥150MPa。
二、预处理流程
清洗与枯燥:
超声波清洗:运用丙酮/酒精溶液清洗石墨粉,去除外表油污和杂质。真空枯燥:温度80℃,时刻2h,确保水分含量≤0.1%。
混合与成型:
粉末混合:采用V型混料机,转速80r/min,时刻4h(确保均匀性)。限制成型:冷等静压机压力150MPa,保压时刻2h,密度≥1.85g/cm3。
热处理:
脱脂:在氮气气氛中,温度400℃,时刻1h(去除粘结剂)。烧结:真空烧结炉,温度2200℃,保温2h(形成细密结构)。渗碳:甲烷气氛中,温度1800℃,时刻4h(外表碳化层厚度0.1~0.3mm)。
外表处理:
研磨抛光:金刚石砂轮粗磨(粒度60#)→ 氧化铈抛光液精抛(Ra≤0.05μm)。涂层:DLC(类金刚石)涂层,厚度0.5~1μm(提高耐磨性和耐腐蚀性)。
质量检测:
金相分析:无孔隙、裂纹,碳化层均匀。功能测验:热导率≥200W/(m·K),抗弯强度≥150MPa。环境实验:热冲击(-40℃→200℃循环50次无脱落)。
该方案已应用于特斯拉Model Y电池模组散热体系,治具精度到达±0.01mm,寿数超过10万次循环。实际履行中需根据治具尺寸调整工艺参数(如限制压力、烧结温度等),并同步更新检测规范(如添加X射线CT检测内部缺陷)。
-
VC石墨模具,VC烧结石墨模具,均温板烧结石墨模具,vc扩散焊接石墨模具,VC散热石墨模具,烧结石墨模具,散热石墨模具,石墨治具,石墨模具,石墨模具加工,石墨模具加工厂,VC石墨模具生产厂家
-
5G手机超薄均热板模具,超薄vc石墨治具,金属扩散焊接热管石墨治具,VC石墨模具,5G手机超薄均温板扩散焊接石墨制品,高纯石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
-

高精密VC均温板石墨模具,VC石墨模具,石墨模具,石墨模具加工,VC烧结石墨模具,VC扩散焊接石墨模具,焊接石墨块热柱烧结石墨载具,石墨模具加工,石墨模具生产厂家,石墨模具加工厂
-
石墨治具,均温板烧结石墨模具,vc均热板石墨治具,烧结石墨模具,石墨模具加工,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
石墨治具,vc石墨模具,石墨模具加工,石墨模具,vc均热板石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家