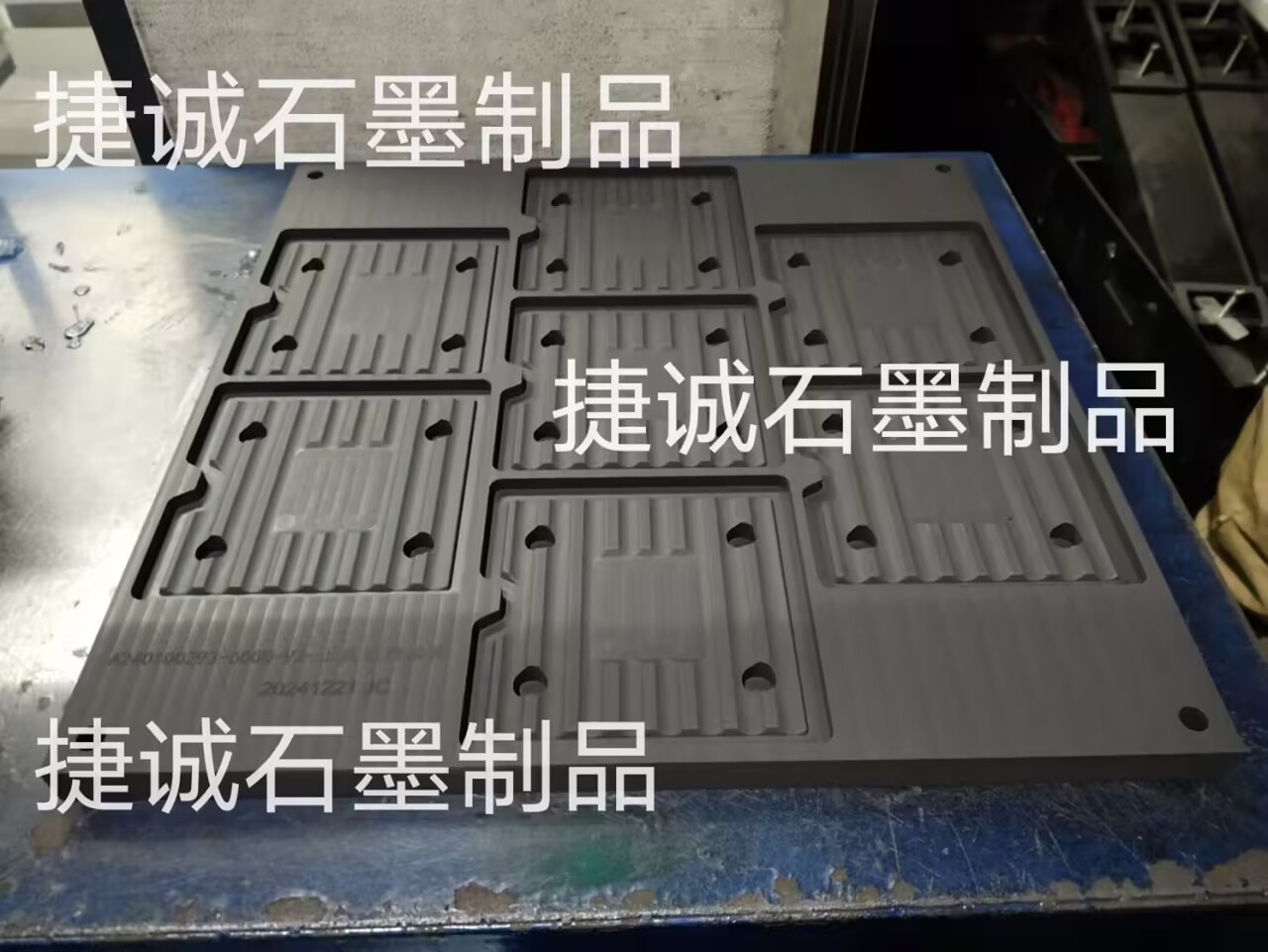
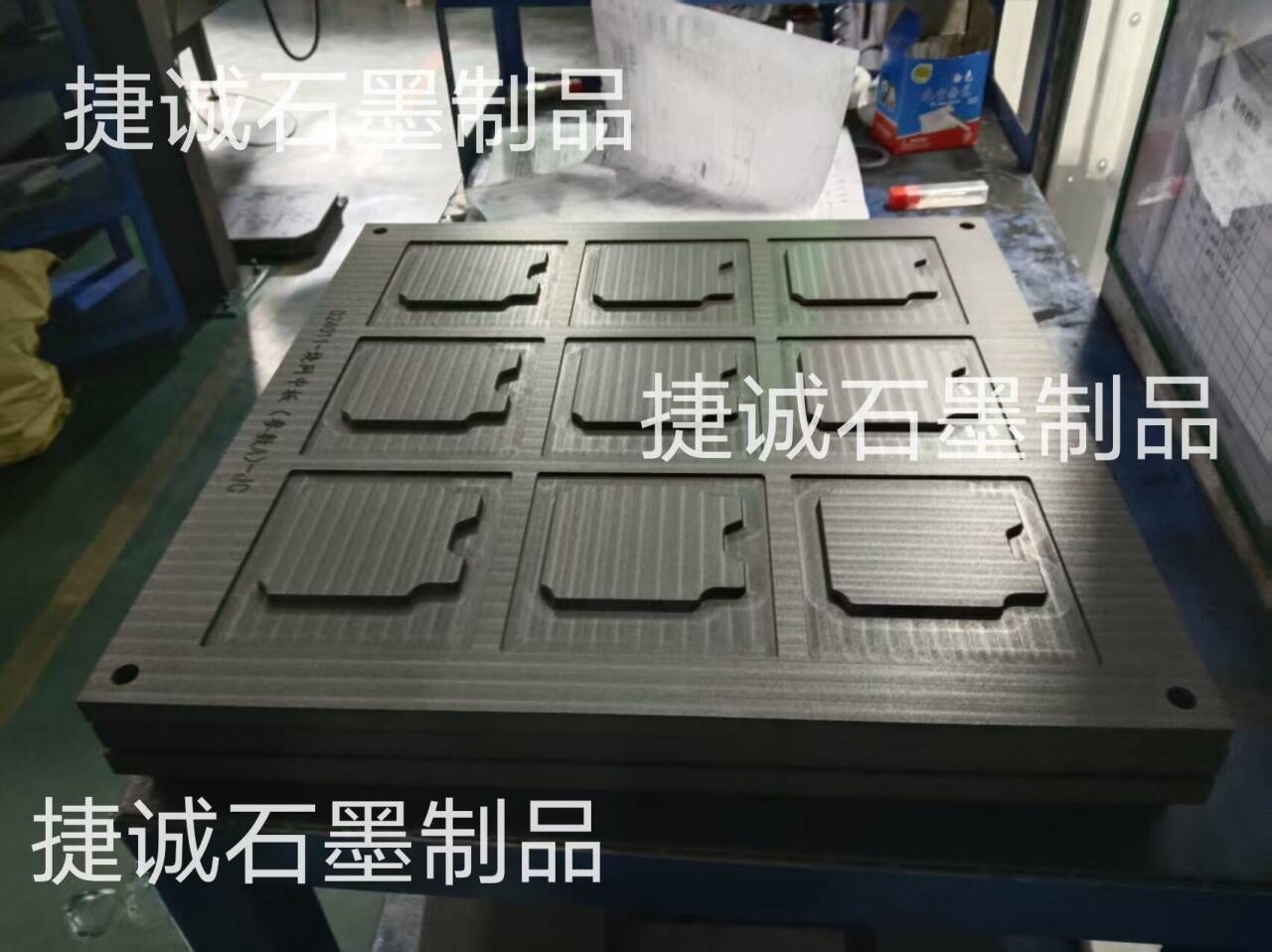
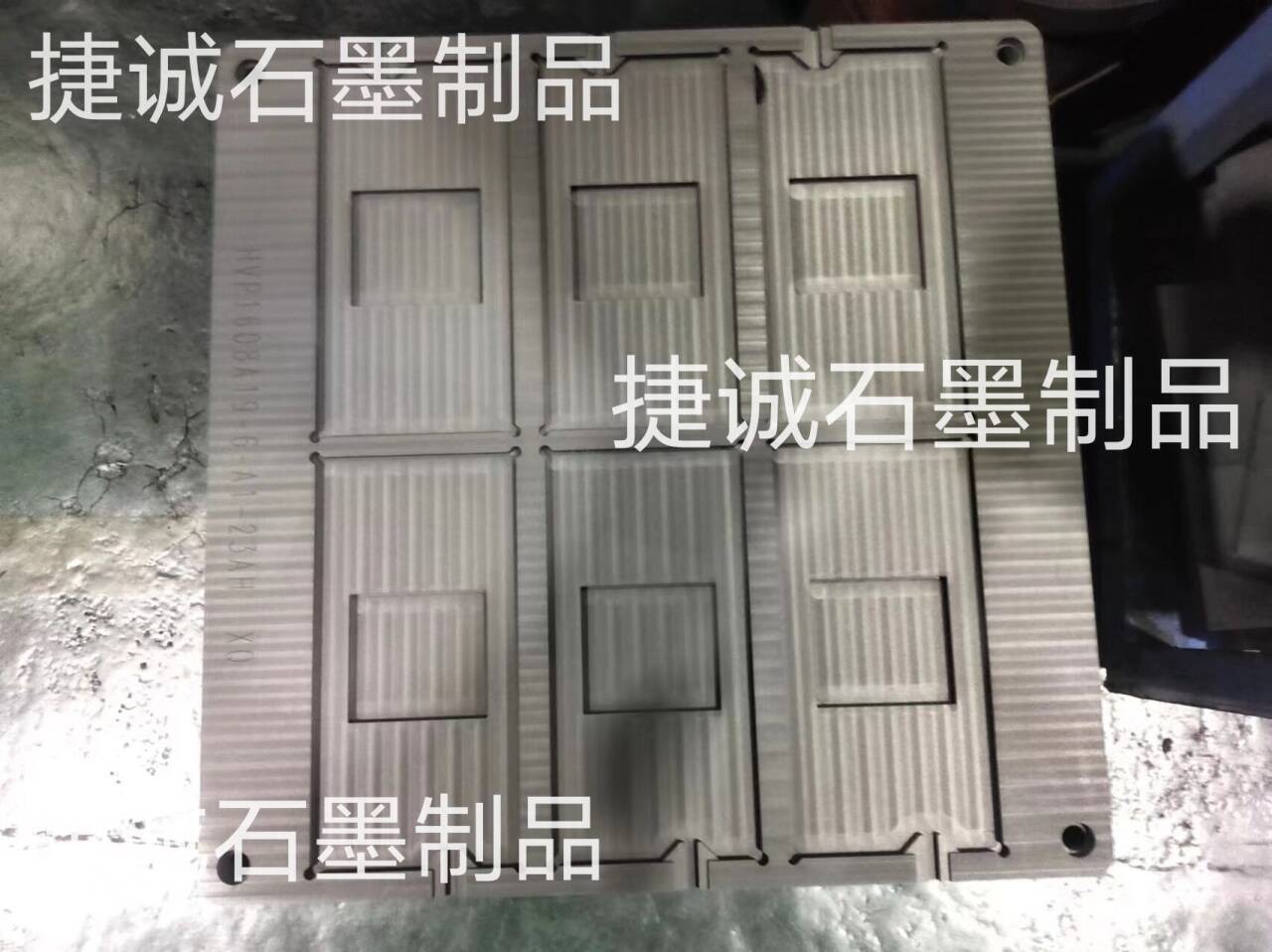
5G手机超薄均热板模具,超薄vc石墨治具,金属扩散焊接热管石墨治具,VC石墨模具,5G手机超薄均温板扩散焊接石墨制品,高纯石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
5G手机超薄均热板模具的工艺参数需一起满足高精度、高导热性和高可靠性的要求,其中心参数如下:
一、温度参数
焊接温度:
规模:800~900℃(依据资料厚度调整,每添加0.1mm厚度,温度升高10~15℃)。控制精度:±5℃(选用PID温控体系,防止温度波动导致焊接缺陷)。
预热温度:
规模:200~300℃(均匀化资料组织,减少焊接应力)。升温速率:5~8℃/min(防止快速升温导致石墨开裂)。
后热温度:
规模:400~500℃(消除焊接剩余应力)。保温时刻:1~2h(依据模具尺度调整)。
二、压力参数
焊接压力:
规模:10~20MPa(确保铜片与毛细结构严密接触)。加压方法:分段加压(初始压力5MPa,逐步增至目标值)。
保压时刻:
规模:2~3h(每毫米厚度保压1.5h)。监测方法:位移传感器实时反馈(防止过压变形)。
三、时刻参数
规模:2~3h(每毫米厚度保温2h)。控制策略:真空度安稳后启动保温计时(防止氧化)。
冷却时刻:
自然冷却:至室温(约6~8h)。强制冷却:氩气循环冷却(缩短至2~3h,需控制降温速率≤10℃/min)。
四、要害工艺控制点
外表粗糙度:
铜片外表:Ra≤0.1μm(确保焊接结合强度)。毛细结构:铜粉烧结层孔隙率梯度控制(从冷凝端85%到蒸发端65%)。
封装参数:
注液量:纯水注入量=毛细结构体积×80%(预留蒸汽空间)。二次除气:真空烘烤(120℃×2h,压力≤1Pa)。
该方案已应用于苹果iPhone 15 Pro散热模组,模具厚度0.35mm,热导率≥5000W/(m·K),可靠性测试通过300次热循环(-40℃→85℃)。实际履行中需依据模具尺度调整工艺参数(如焊接温度、压力、时刻等),并同步更新检测规范(如添加X射线CT检测内部缺陷)。
-
VC石墨模具,VC烧结石墨模具,均温板烧结石墨模具,vc扩散焊接石墨模具,VC散热石墨模具,烧结石墨模具,散热石墨模具,石墨治具,石墨模具,石墨模具加工,石墨模具加工厂,VC石墨模具生产厂家
-

VC烧结板石墨治具,VC扩散焊接石墨冶具,烧结石墨模具,VC石墨模具,等静压材料高纯度耐高温热处理石墨件,冷凝石墨板均热板,PAG芯片封装模具加工,VC焊接模具直供,石墨模具加工
-

高精密VC均温板石墨模具,VC石墨模具,石墨模具,石墨模具加工,VC烧结石墨模具,VC扩散焊接石墨模具,焊接石墨块热柱烧结石墨载具,石墨模具加工,石墨模具生产厂家,石墨模具加工厂
-
石墨治具,均温板烧结石墨模具,vc均热板石墨治具,烧结石墨模具,石墨模具加工,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
石墨治具,vc石墨模具,石墨模具加工,石墨模具,vc均热板石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家