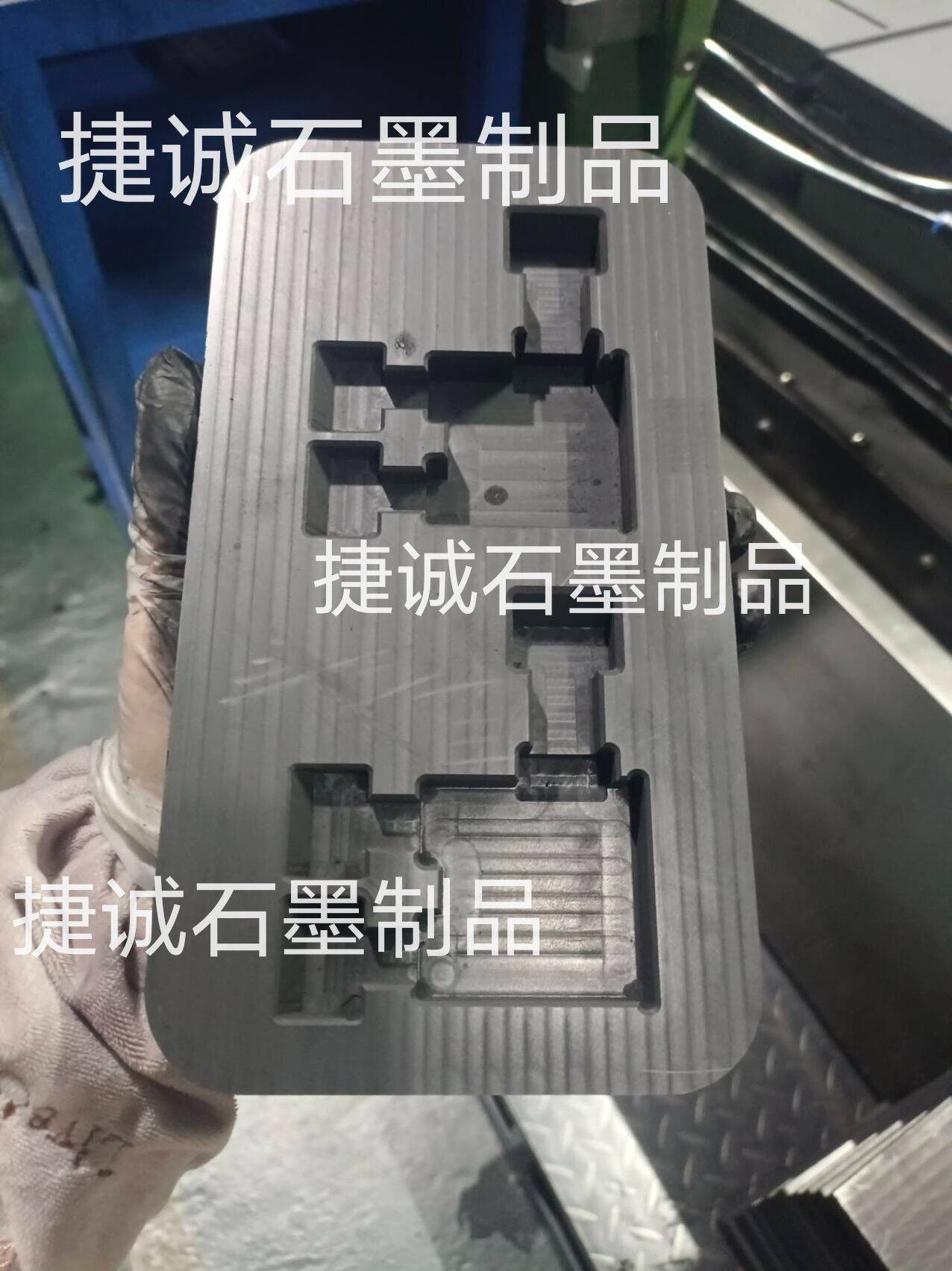
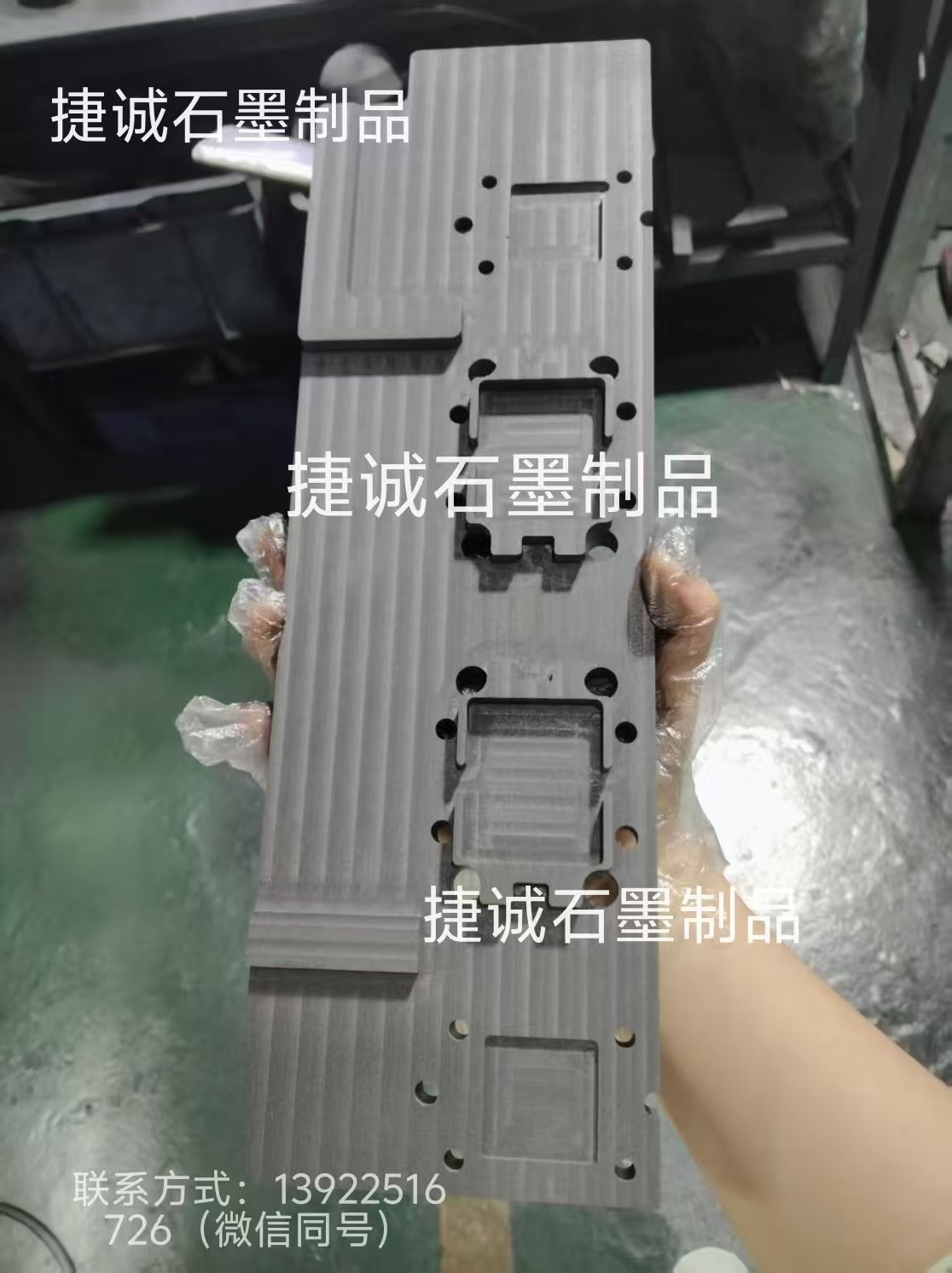
液冷板石墨模具,AL6061水冷板真空钎焊石墨模具,钎焊铝板结构水冷板工装夹具,真空钎焊零件备件定制加工,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,石墨模具加工
液冷板石墨模具成型精度直接影响液冷板的钎焊质量、散热功用和产品一致性。以下从规划、资料、加工、设备及检测等环节,系统阐述成型精度操控的要害关键:
一、规划阶段精度操控
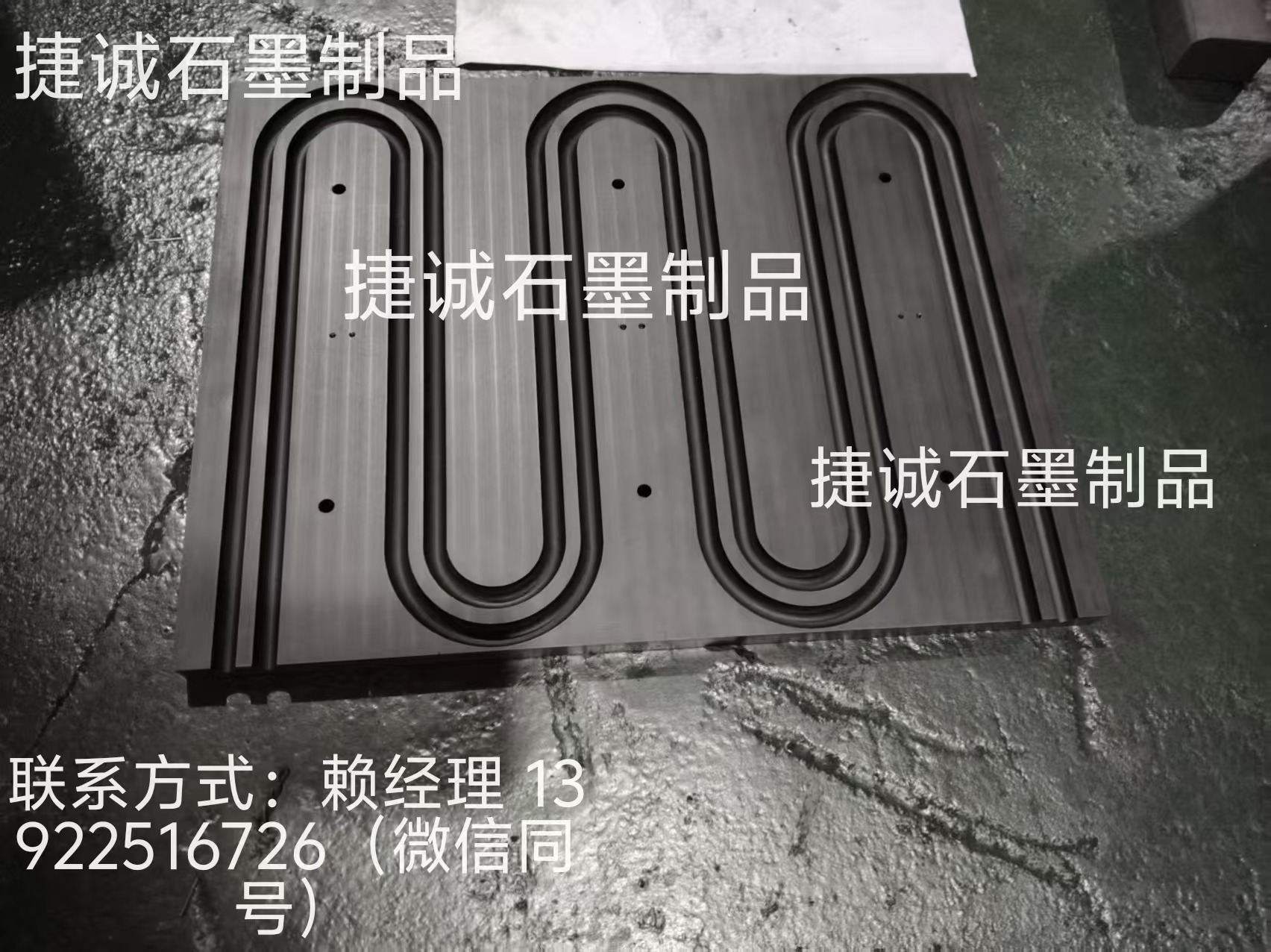
流道规划优化
流道宽度与深度公役:根据液冷板散热需求,流道规范公役需操控在±0.05mm以内,保证冷却液流速均匀。
流道布局对称性:选用对称规划减少热应力会集,防止因部分温差导致变形。
壁厚均匀性:模具壁厚差操控在±0.1mm以内,防止钎焊时因热膨胀不均导致开裂。
定位与设备规划
定位孔精度:定位孔直径公役操控在H7级(如Φ10H7),保证上下模具精准对位。
设备空位:凸模与凹模空位操控在0.02-0.05mm,防止钎焊时液态钎料溢出或焊接不充分。
二、资料选择与预处理
资料功用要求
高纯度石墨:选用灰分≤50ppm、抗折强度≥35MPa的等静压石墨,减少杂质对钎焊质量的影响。
热膨胀系数匹配:石墨热膨胀系数(CTE)需与液冷板资料(如铝合金)邻近,防止钎焊时因热膨胀差异导致变形。
预处理工艺
高温焙烧:在2000℃下焙烧24小时,消除资料内部应力,前进规范稳定性。
外表处理:选用喷砂或化学蚀刻工艺,增加外表粗糙度(Ra 1.6-3.2μm),前进钎料湿润性。
三、加工工艺精度操控
数控加工参数优化
刀具选择:运用金刚石涂层刀具,切削速度操控在800-1200m/min,进给量0.05-0.1mm/rev。
分层切削:单次切削深度≤0.5mm,防止因切削力过大导致石墨崩边。
加工差错补偿
热变形补偿:经过有限元分析(FEA)预测加工热变形,调整刀具途径进行补偿。
机床精度校准:守时校准机床几许精度,保证定位精度≤0.01mm。
四、设备与调试精度操控
设备工艺
定位销设备:选用过盈协作(H7/s6)的定位销,保证上下模具同轴度≤0.02mm。
压力操控:设备压力操控在5-10MPa,防止因压力过大导致石墨碎裂。
调试与验证
试模检测:初度设备后进行试模,检测流道规范、壁厚及平面度。
参数优化:根据试模作用调整加工参数,保证成型精度契合规划要求。
五、检测与质量管控
三坐标丈量(CMM)
检测项目:流道规范、壁厚、平面度、垂直度。
检测频率:每批次抽检10%,要害规范全检。
无损检测
超声波检测:检测石墨内部裂纹、气孔等缺陷。
CT扫描:对杂乱流道结构进行三维重建,验证内部规范精度。
钎焊验证
钎焊试样:选用实践液冷板资料进行钎焊试验,检测焊接强度、气密性及散热功用。
失效分析:对钎焊不良品进行金相分析,定位问题根源并改进。
液冷板石墨模具成型精度操控需从规划、资料、加工、设备及检测全流程下手,经过优化工艺参数、严峻质量检测及继续改进,保证模具精度满意液冷板高功用要求。实践运用中,需结合具体产品需求拟定具体的质量操控方案,并经过试模验证不断优化工艺。
-
水冷板钎焊石墨模具,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,GPU钎焊治具石墨盖板,AL6061水冷板真空钎焊工装
-
水冷板钎焊石墨模具,铝真空钎焊炉石墨工装,冷却板真空钎焊工装夹具,储能电池液冷板用3003铝板,铝合金水冷板钎焊石墨模具,紫铜板水冷板石墨模具,LED水冷板石墨模具
-
液冷板石墨模具,真空钎焊零件备件定制加工,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,AL6061水冷板真空钎焊石墨模具,钎焊铝板结构水冷板工装夹具,石墨模具加工
-
水冷板钎焊石墨模具,GPU钎焊治具石墨盖板,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,AL6061水冷板真空钎焊工装,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家
-
液冷板钎焊石墨模具,真空扩散钎焊模具加工,铝真空钎焊水冷板石墨工装,高温真空钎焊工艺,银基真空钎焊模具,散热真空钎焊液冷散热器水冷板厂家,水冷板钎焊石墨工装夹具