水冷板钎焊石墨模具,GPU钎焊治具石墨盖板,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,AL6061水冷板真空钎焊工装,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家
水冷板钎焊石墨模具的工艺流程首要包括规划、资料预备、加工、拼装、调试、钎焊等环节,以下是详细介绍:
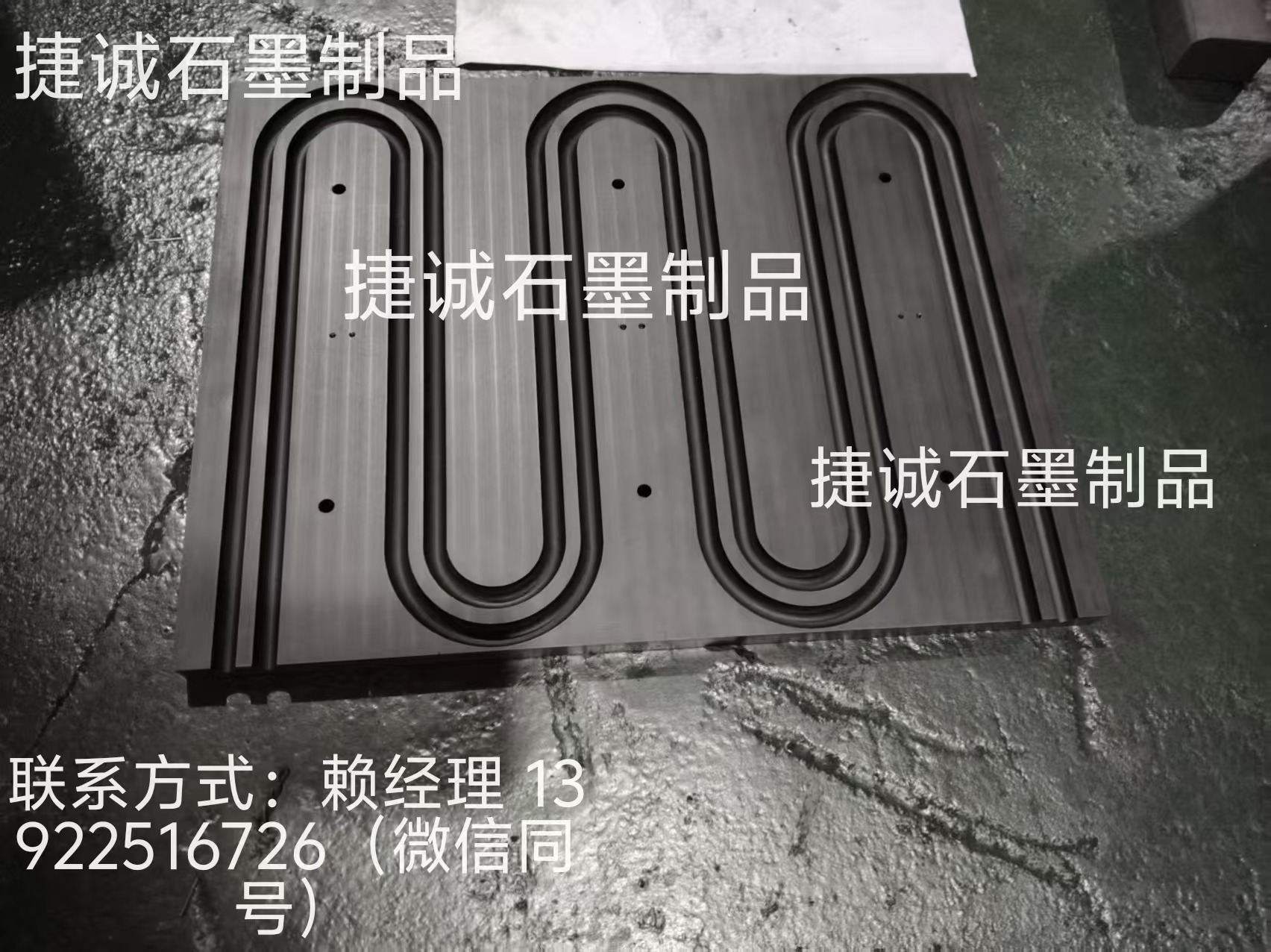
规划阶段:根据产品需求和运用温度(最高可达3000℃)、耐腐蚀要求(如熔融金属触摸)、导电需求等参数,规划出石墨模具的图纸,确认模具的结构、尺度和内部流道布局。
资料预备:挑选合适加工的石墨资料,通常运用高纯度鳞片石墨。选材后,对原资料进行预处理,如切割成型,选用数控线切割或激光切割工艺,并预留加工余量。
制作石墨模具模型:运用数控加工中心或手艺雕刻的方法,制作出石墨模具的模型。
模具成型:将制作好的石墨模具模型放入高温炉中烧结,使其构成完整的石墨模具。
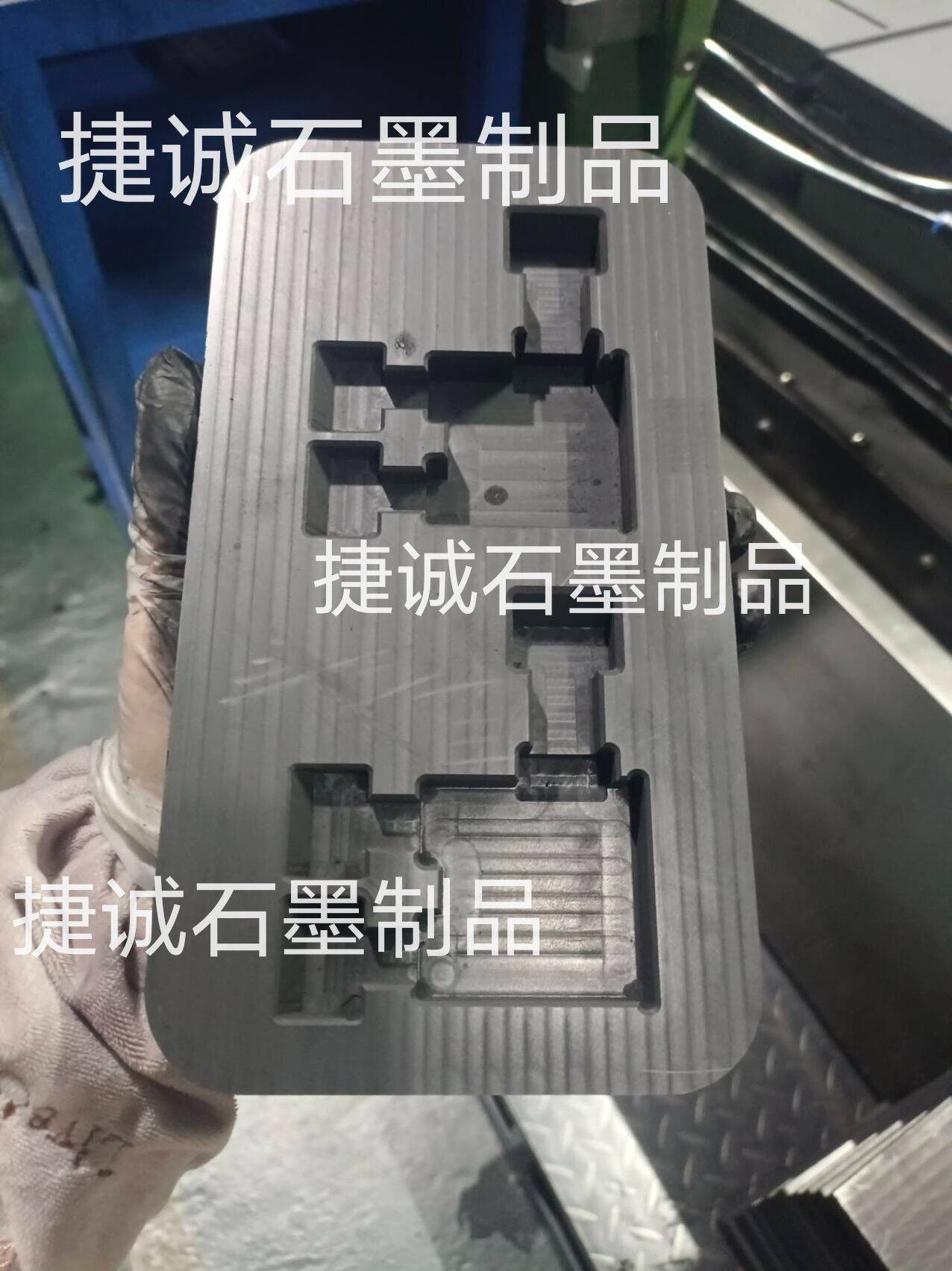
模具精加工:对石墨模具进行精加工,经过分层切削(每刀深度≤2mm)和途径优化,将尺度公差控制在±0.1mm以内,使其表面光滑平坦,到达要求的尺度精度。加工后需进行尺度初检。
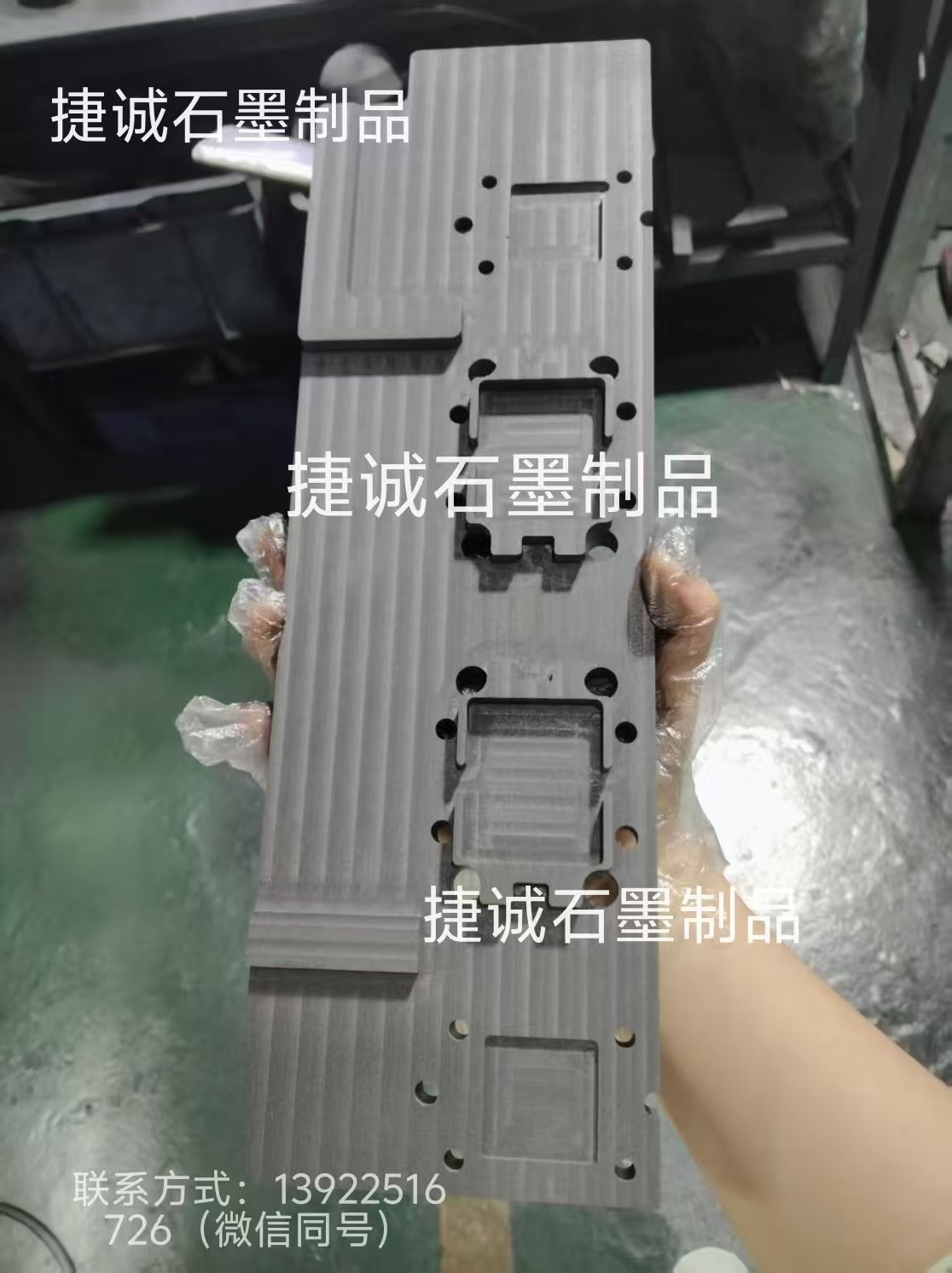
模具拼装:将石墨模具与其它零部件拼装在一起,构成完整的模具。例如,将待钎焊的水冷板夹持于二石墨板之间,对水冷板和石墨板进行定位,供给提拉件(包括对位设置的二夹紧部和连接于夹紧部的提拉部),将二夹紧部别离抵紧于石墨板相对的二侧旁边面,使得夹持部处于张紧状态,夹持部遭到指向石墨板的复位力。
模具调试:对拼装好的模具进行调试,保证模具可以正常作业。
装炉与密封:供给垫铁,并将垫铁放置于钎焊炉中的网带上,手握提拉部,将夹持有水冷板的石墨板搬运至钎焊炉中,并将石墨板放置于垫铁上,松开夹持部,取出提拉件。将装完料的模具镶上石墨底座,放入热压真空烧结炉中,调整模具在炉中的位置(在均温区范围内),垫上石墨压头,用碳毡将口径处密封,用刚玉垫块将碳毡压住,拧上螺丝,盖上炉盖。
冷却水与真空系统预备:翻开冷却水阀门,经过橡皮管道给炉子、真空泵、电极、送电线路送冷却水。封闭出气阀,翻开真空泵阀门,给真空泵送电,此过程贯穿整个升温过程。
升温与保温:调查炉内真空度的改变,直到炉内真空度到达要求(如将1mmHg分红100格,真空度高达2格以上)开始送电。开始给炉子设定功率升温,随着炉内的温度升高,炉内碳毡里残留的空气膨胀造成真空度逐步降低,真空泵继续工作,保持真空度在要求范围内。烧结碳化硼制品在到达烧结温度时需求保温一段时间,保证热量在试样内部充沛传递。
加压与冷却:保温时间结束后,开始给试样缓慢加压,加压严格控制在核算值之内,保证模具无损。加压结束通入高纯氩气约10min,加速炉体冷却并避免石墨模具的氧化。以一定速率(如5°C/min)降低温度直至400℃后封闭程序,让样品随炉冷却。

-
水冷板钎焊石墨模具,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,GPU钎焊治具石墨盖板,AL6061水冷板真空钎焊工装
-
水冷板钎焊石墨模具,铝真空钎焊炉石墨工装,冷却板真空钎焊工装夹具,储能电池液冷板用3003铝板,铝合金水冷板钎焊石墨模具,紫铜板水冷板石墨模具,LED水冷板石墨模具
-
液冷板石墨模具,真空钎焊零件备件定制加工,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,AL6061水冷板真空钎焊石墨模具,钎焊铝板结构水冷板工装夹具,石墨模具加工
-
液冷板石墨模具,AL6061水冷板真空钎焊石墨模具,钎焊铝板结构水冷板工装夹具,真空钎焊零件备件定制加工,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,石墨模具加工
-
液冷板钎焊石墨模具,真空扩散钎焊模具加工,铝真空钎焊水冷板石墨工装,高温真空钎焊工艺,银基真空钎焊模具,散热真空钎焊液冷散热器水冷板厂家,水冷板钎焊石墨工装夹具