液冷板钎焊石墨模具,真空扩散钎焊模具加工,铝真空钎焊水冷板石墨工装,高温真空钎焊工艺,银基真空钎焊模具,散热真空钎焊液冷散热器水冷板厂家,水冷板钎焊石墨工装夹具
液冷板钎焊石墨模具的公役控制主要触及模具规划、加工工艺以及安装环节,以下是具体阐明:
模具规划公役:
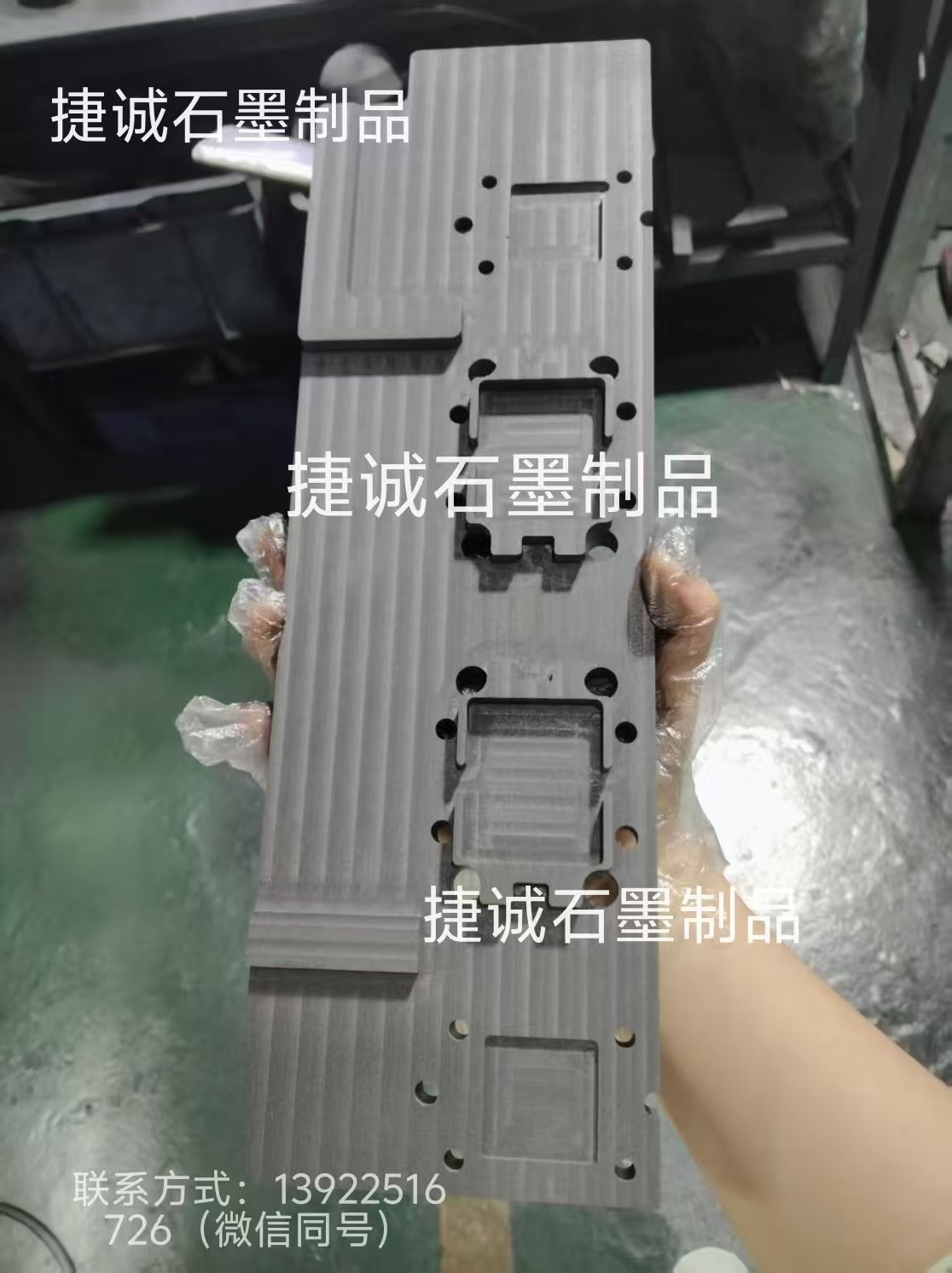
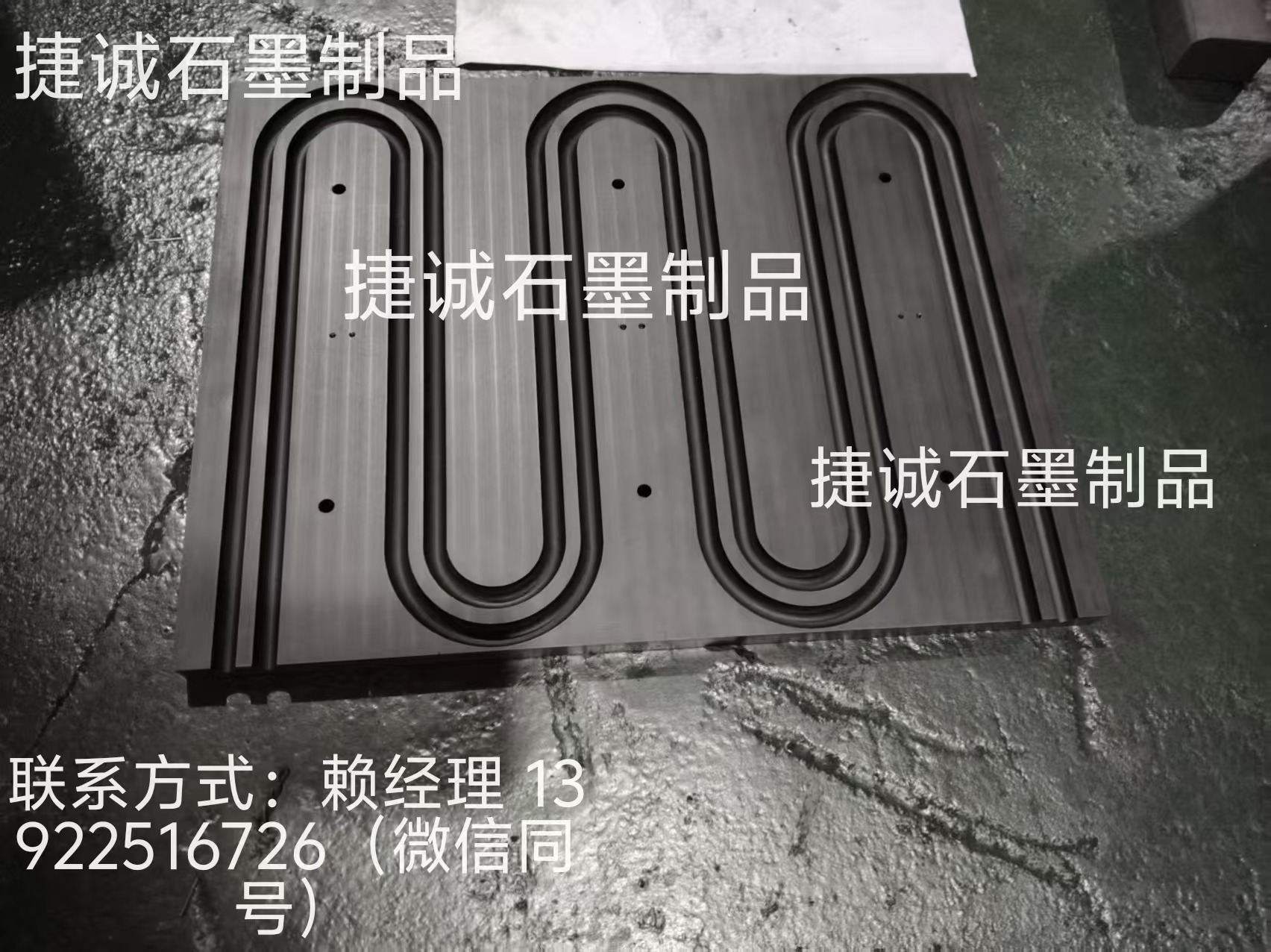
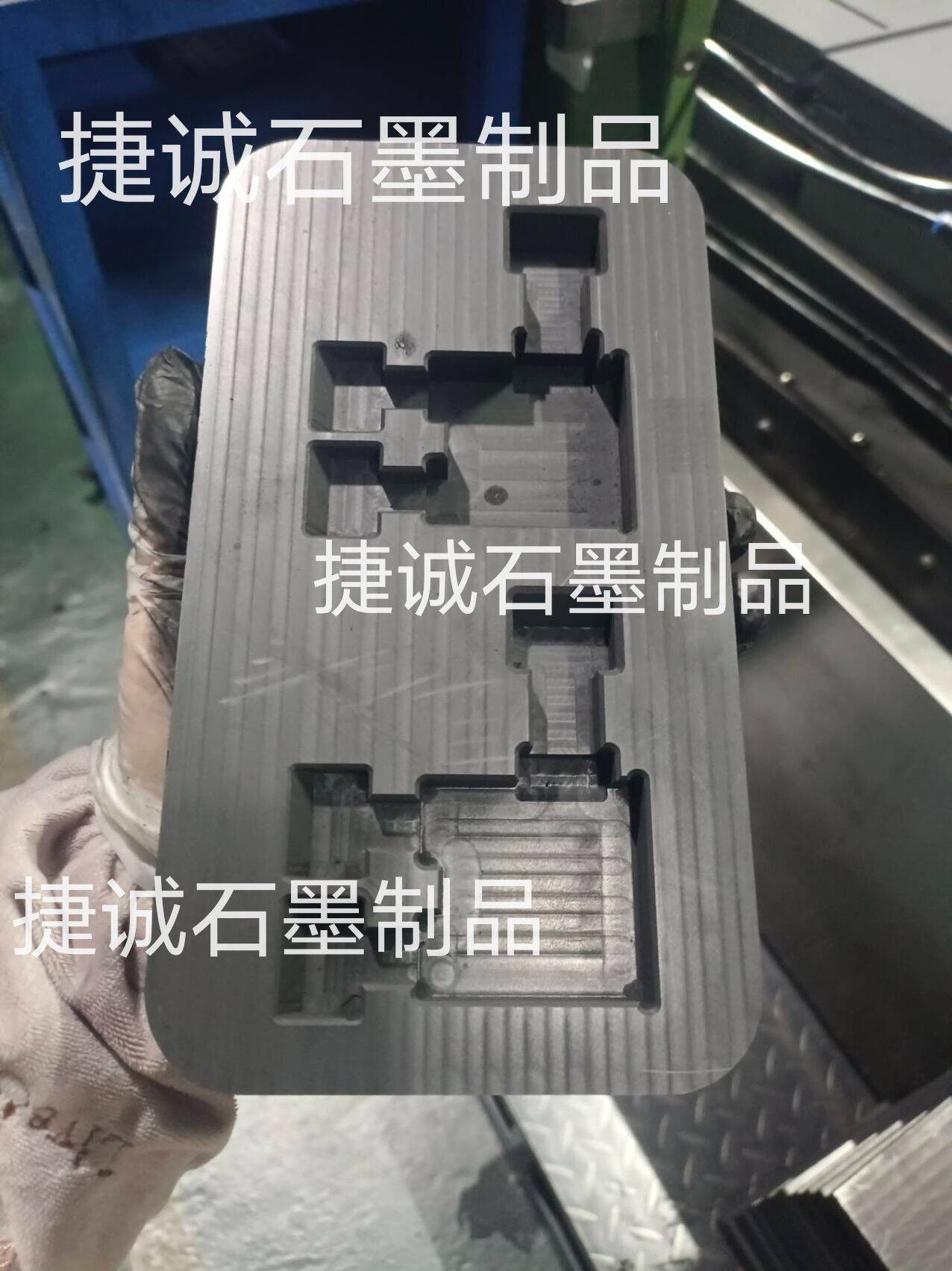
在规划液冷板钎焊石墨模具时,需根据液冷板的尺度精度要求,合理确定模具的公役范围。例如,水道钎焊面流道概括度可以控制在±0.1mm,焊接后自由状态下15mm以内,与结构焊接后模组区域内满意0.7平面度要求。
模具的空隙公役一般可按对称散布处理,其对称误差可取双方空隙的1/8至1/6。为保证模具零件的互换性,模具零件对称散布的制作误差可取空隙对称误差的1/5至1/3。
加工工艺公役:
不同的机械模具应挑选不同的加工方法,并严格执行。在控制加工精度时,应挑选适合模具加工的工艺,并不断优化,使工艺类型更符合加工需求。
合理挑选加工设备是保证模具加工质量的关键。设备应不断升级和检验,保证其质量和规格符合标准,更好地满意加工需求。
在加工过程中,要不断剖析实际中存在的问题,优化模具加工精度控制方法,保证每个作业环节的作业都能严格按照规则的作业流程完成。
安装公役:
在拼装液冷板钎焊石墨模具时,要保证各部件之间的安装精度。例如,使用定位销或陶瓷棒等定位件,通过液冷板和石墨板上构成的定位孔进行衔接,实现对液冷板的定位,防止钎焊过程中液冷板发生偏移。
安装过程中,要严格控制凸模和凹模之间的空隙,以削减磨损,进步模具的使用寿命。
-
水冷板钎焊石墨模具,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,GPU钎焊治具石墨盖板,AL6061水冷板真空钎焊工装
-
水冷板钎焊石墨模具,铝真空钎焊炉石墨工装,冷却板真空钎焊工装夹具,储能电池液冷板用3003铝板,铝合金水冷板钎焊石墨模具,紫铜板水冷板石墨模具,LED水冷板石墨模具
-
液冷板石墨模具,真空钎焊零件备件定制加工,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,AL6061水冷板真空钎焊石墨模具,钎焊铝板结构水冷板工装夹具,石墨模具加工
-
液冷板石墨模具,AL6061水冷板真空钎焊石墨模具,钎焊铝板结构水冷板工装夹具,真空钎焊零件备件定制加工,电子元件水冷板真空钎焊石墨治具,冷却板真空钎焊石墨模具,石墨模具加工
-
水冷板钎焊石墨模具,GPU钎焊治具石墨盖板,钎焊式液冷板石墨模具,钎焊铝板结构水冷板石墨模具,AL6061水冷板真空钎焊工装,铝真空钎焊炉石墨模具,钎焊石墨模具生产厂家