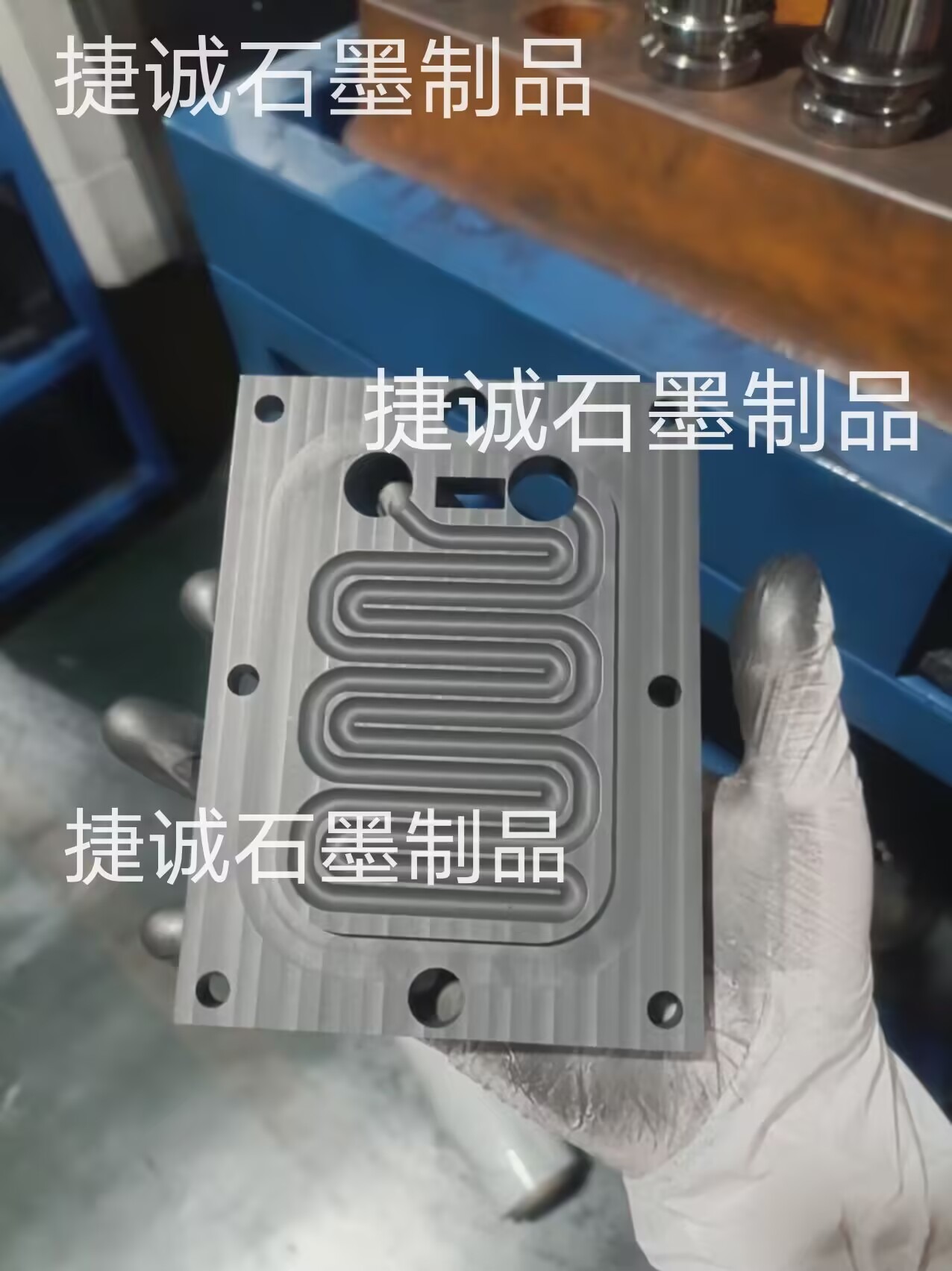
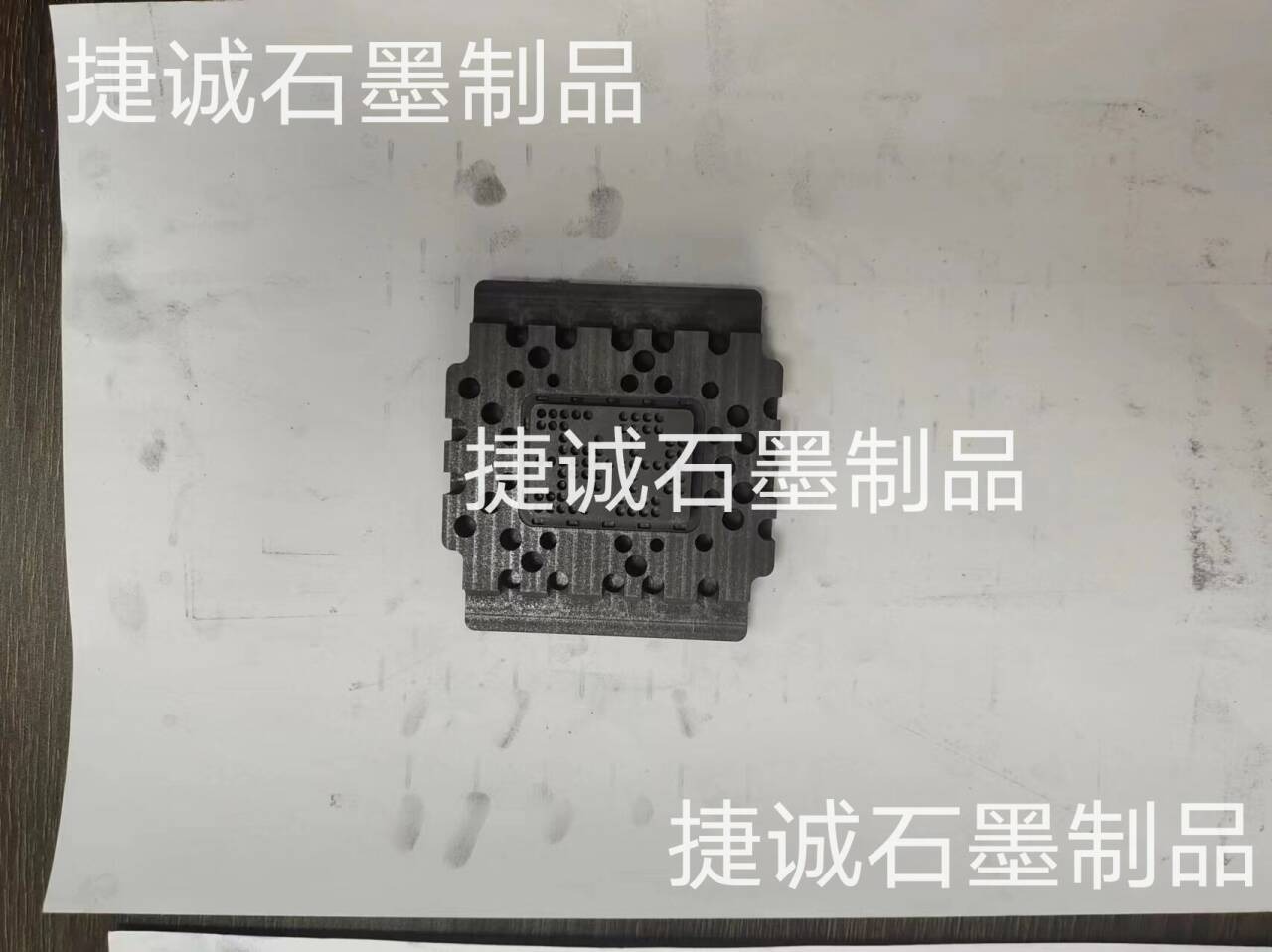
液冷板石墨模具
液冷板石墨模具的工艺参数匹配需从切削参数、刀具挑选、钎焊参数、检测手法等多维度协同规划,以下为详细匹配策略:
切削参数匹配
开粗阶段:切削量设为2-3mm,加工速度3-4m/min,主轴转速10000-12000rpm。开粗刀选用四刃,直径10-12mm,此参数组合可保证加工功率,一起防止因刀具直径过小导致速度慢、加工没功率,或直径过大引起刀摆大、影响加工精度的问题。
中粗阶段:切削量0.5mm,加工速度3m/min,主轴转速15000rpm。选用R刀进行加工,刀具挑选R3(带曲面,曲面稍大,适宜曲面开粗),此参数设置有助于削减精修的量,下降精修刀的磨损。
精修阶段:切削量0.03mm,加工速度3m/min,主轴转速22000rpm。凸模精修用R刀R2(曲面小,可设置高转速,轰动小,提高加工效果);凹模精修用圆鼻刀(平底带R刀),如6R0.5/4R0.2(6&4代表直径,0.5&0.2代表R视点,R视点越小,表示加工范围越小,加工更精细,可处理凹模中角落方位加工),精修加工爬坡的曲面选用90°路径,切削效果较好。
钎焊参数匹配
温度与时刻:设定升温速率≤5℃/min,峰值温度600±5℃,保温时刻25min。适宜的温度 - 时刻曲线可保证钎料充分润湿而不烧损石墨,保证钎焊质量。
气氛操控:在钎焊炉中通入高纯氮气,操控氧含量≤50ppm,以削减石墨氧化,延长模具使用寿命。
冷却参数匹配
内嵌冷却水道规划:在模具基体中加工螺旋式冷却水道,直径Φ8mm,距离20mm,冷却水流量8L/min。合理的冷却水道规划可使模具冷却时刻从30min缩短至8min,一起通过分区冷却(如流道入口区冷却强度提高30%)防止热应力开裂。
检测参数匹配
在线监测:选用红外热成像技术实时监测钎焊过程中模具表面温度分布,保证温度均匀性≤±10℃;在夹持设备中嵌入压力传感器,实时监测夹紧力,保证其稳定在5-6MPa。
离线检测:对钎焊后的液冷板进行CT扫描检测,检测流道内部缺点,要求孔隙率≤1%;将检测数据反馈至CAD模型,通过参数化调整(如流道深度补偿0.02mm)迭代优化模具规划。