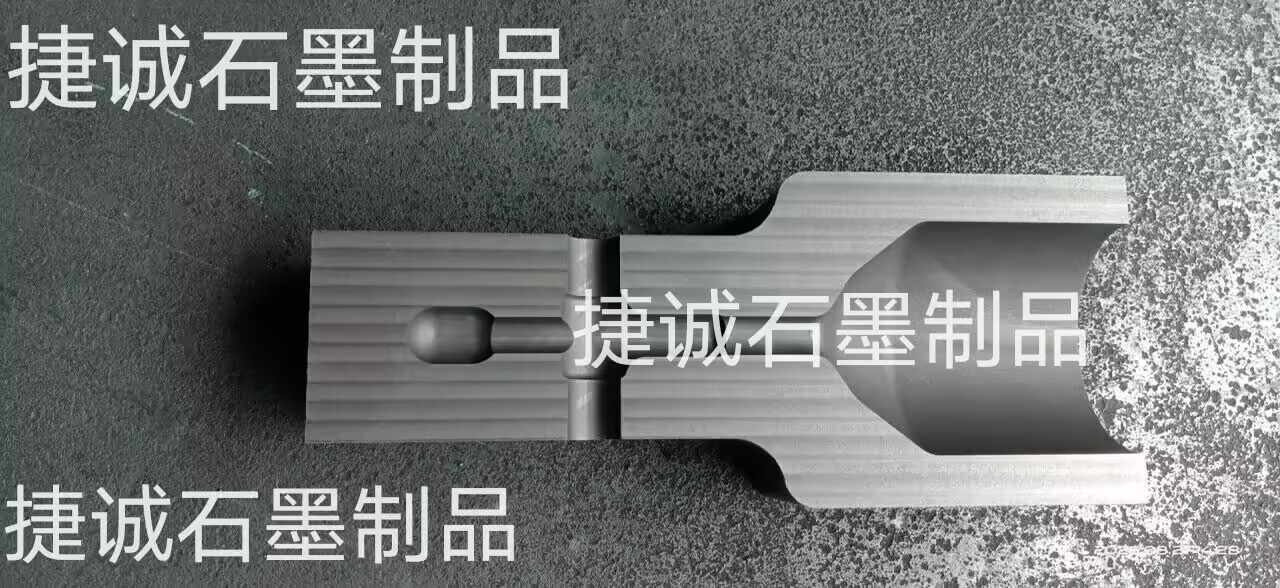
放热焊石墨模具
放热焊石墨模具的操作规范与保护和技术演进与立异
预处理阶段:使用喷灯或烘干箱去除模具水分,避免高温下水分汽化导致开裂。用软毛刷清除熔接腔残渣,避免杂质影响焊接质量。
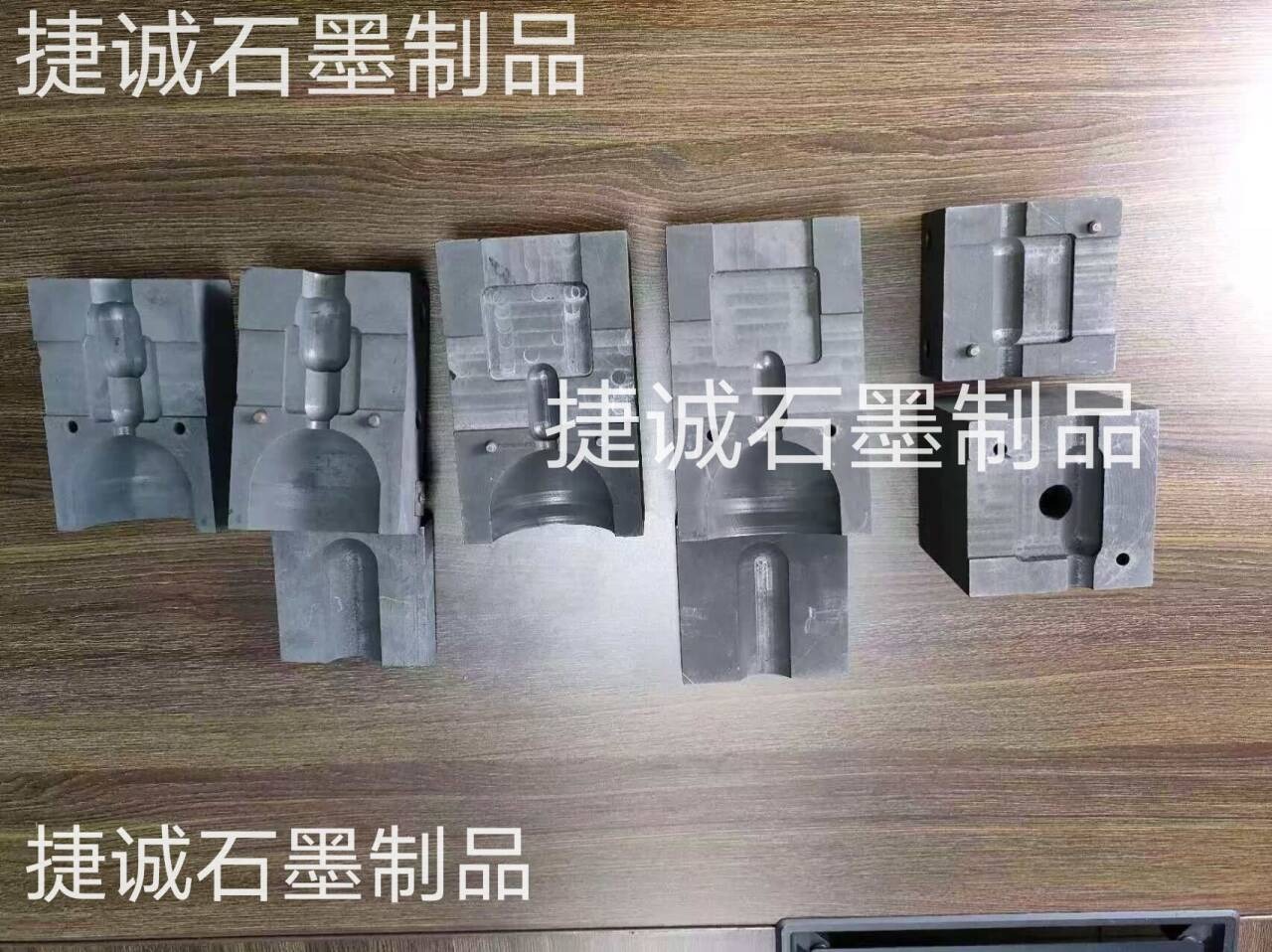
焚烧前查看:查看模具闭合密合度,选用五步调整法校准夹距,保证无泄漏。
冷却与拆开:反响结束后自然冷却10-20秒,制止用金属工具撬取工件,避免模具损伤。
保护保养:定时清洁模具内部,涂抹石墨模具保护剂,形成0.02mm保护膜,延伸寿数90%。单套模具在规范保护下可重复使用50-100次。
专利技术突破
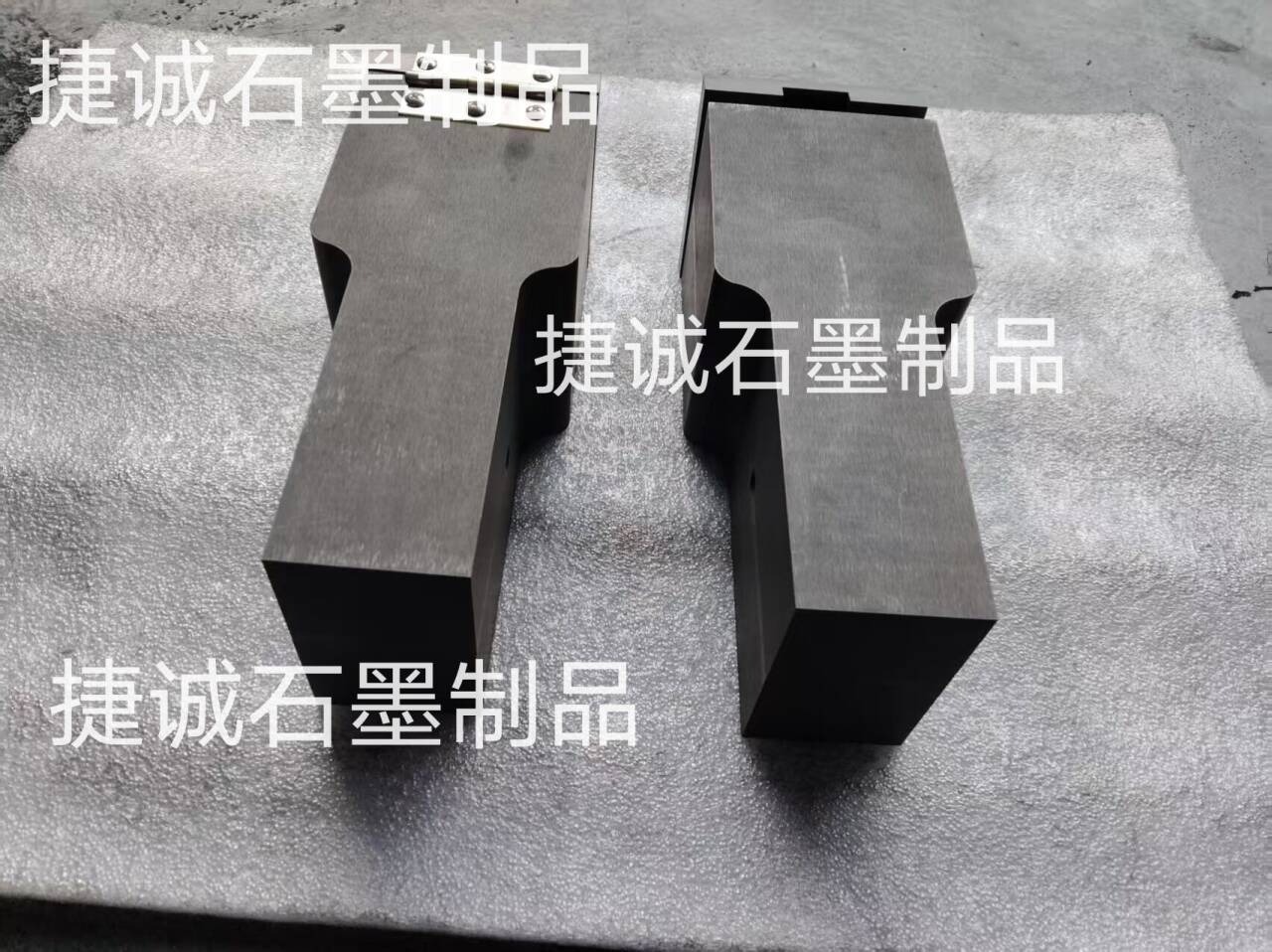
CN204035785U:反响腔与焊接腔经过引流槽连通,阻火槽下降喷溅危险。
CN202021819789.0:反向螺旋丝杆结构使模具开合行程增加30%,适用于大截面导体。
加工精度提高
2018年行业引入五轴数控机床,型腔尺寸误差控制在±0.1mm,提高焊接一致性。
环保优化
最新研发的冷凝室组件可将焊接烟气处理功率提高至98%,削减环境污染。