高温烧结石墨舟皿,罗兰石墨2160石墨舟皿
高温烧结石墨舟皿介绍
高温烧结石墨舟皿是硬质合金、陶瓷等资料烧结工艺中的核心承载工具,其经过资料特性、结构优化与工艺改进,在高温环境下为制品供给安稳支撑与均匀受热条件,直接影响烧结质量与生产功率。
一、核心资料特性
耐高温性能
石墨熔点高达3650℃,在慵懒或复原性气氛(如氢气、真空)中可安稳接受2200℃以上高温,远超一般金属资料。例如,硬质合金烧结需1400-1600℃环境,石墨舟皿在此温度下无软化变形风险。
化学慵懒
石墨在常温下不与大多数化学物质反响,高温下仅与强氧化剂(如浓硫酸、硝酸)缓慢反响。在硬质合金烧结中,石墨舟皿不会与WC-Co、TiC等组分产生反响,避免污染制品。
热安稳性
石墨热膨胀系数极低,远低于陶瓷和金属。在烧结过程中,温度急剧变化时(如快速升温/降温),石墨舟皿尺度安稳性优异,抗热震性可达100次循环无开裂。
导热与导电性
石墨热导率达120W/(m·K),导电性优于多数非金属资料。在烧结中,石墨舟皿可快速均匀传递热量,削减制品内部温差(±5℃内),避免因热应力导致开裂。
二、结构优化设计
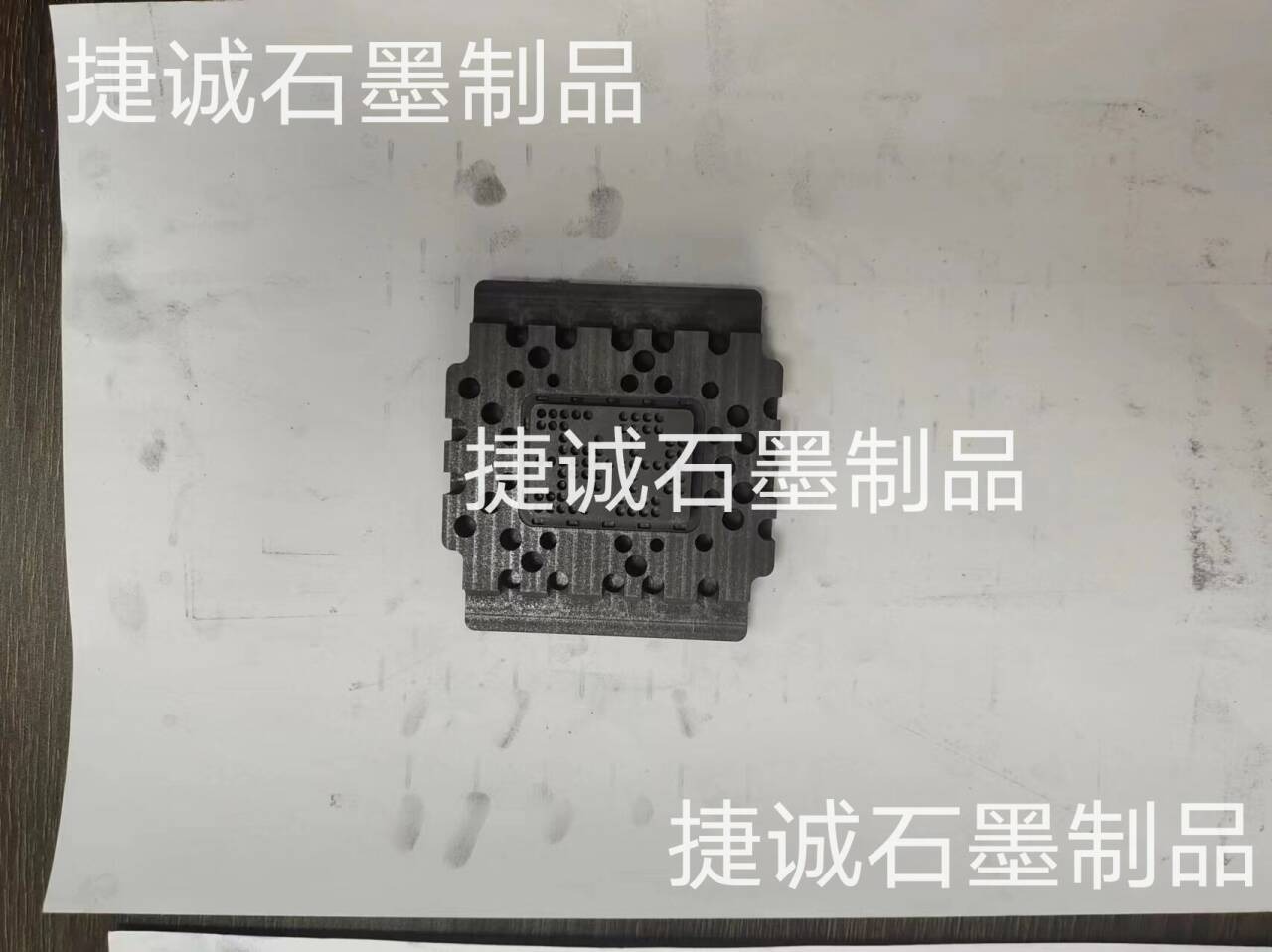
多层可叠置结构
经过3-6层叠置设计,单层厚度依据试样量调节,全体形状与管式炉炉管圆形截面匹配。例如,徐州新帝新资料专利(202223323905)经过结构优化提升抗热震性能,延伸运用寿命。
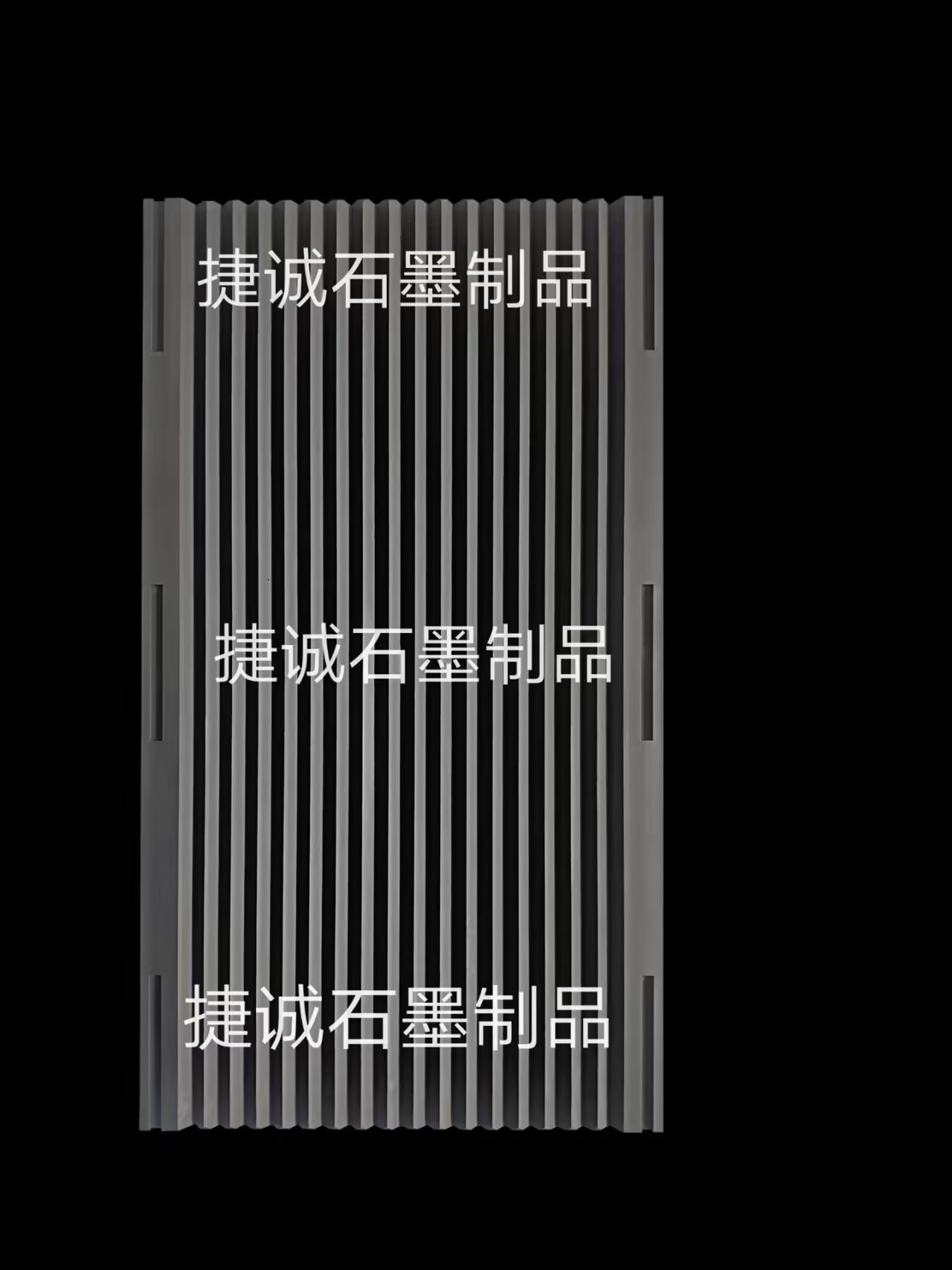
功能化槽型设计
W形双向斜槽:为硬质合金坯体供给安稳支撑,防止位移;凹槽增加外表积,促进热量均匀分布与气体流转。
排气通槽:在相对槽面设计至少一条通槽,便于坯体内部气体排出,避免气体积聚导致缺陷。
棱角保护槽:在底部支撑凸起与槽面相交处设计保护槽,防止放置或取出坯体时磕碰损坏舟皿棱角。
可拆卸式结构
部分石墨舟皿采用石墨底座与插板组合设计,下降加工难度与成本。损坏时仅需更换部件,无需全体作废,同时便于整理,确保清洁度。
三、关键生产工艺
原料选择
选用纯度>99.99%的等静压石墨,避免Fe、Si等杂质污染合金;密度≥1.78g/cm3以削减粉料渗透;粒度<15μm的细晶结构提升力学性能。
成型工艺
采用200MPa等静压成型技能,消除内部应力,确保坯体结构均匀致密。例如,株洲星火科技经过高压成形法制造的石墨舟皿,具有300目粒度目标。
浸渍强化
运用呋喃树脂进行3-5次真空浸渍,填充内部孔隙,使孔隙率降至<15%,进步强度与抗氧化性能。例如,铸造碳化钨用石墨舟皿需经2000℃高温石墨化处理,体积密度提升至1.75g/cm3。
精密加工
采用数控加工技能,确保尺度公役控制在±0.05mm以内,满意高精度要求。例如,多层载物舟经过数控激光切开技能加工叠层组件,确保叠置后全体结构密封性。
外表涂层
涂覆SiC/Si2N2复合涂层,氧化失重率可下降90%,延伸运用寿命。例如,烧结用舟皿的抗氧化镀层技能可使容器在高温氧化环境中连续工作200小时以上。
四、典型使用场景
硬质合金烧结
在真空环境下完结压坯装载,经历脱蜡、升温至1400℃后进入5MPa氩气压力烧结阶段,全程持续约8小时。石墨舟皿需接受高温高压极点条件,完结资料致密化处理。
三氧化钼蒸腾态复原法
将MoO2粉末置于舟皿后放入1300-1500℃预热炉,经过氢氮混合气体完成超细钼粉制备。石墨舟皿在此过程中需耐受高温与复原性气体腐蚀。
元素定量分析
铂质或石英原料的称舟可直接连同试样放入焚烧管进行分解,简化操作过程。例如,河北医科大学课程中指出,此类舟皿在氧瓶焚烧法中与滤纸包裹法形成技能对比。