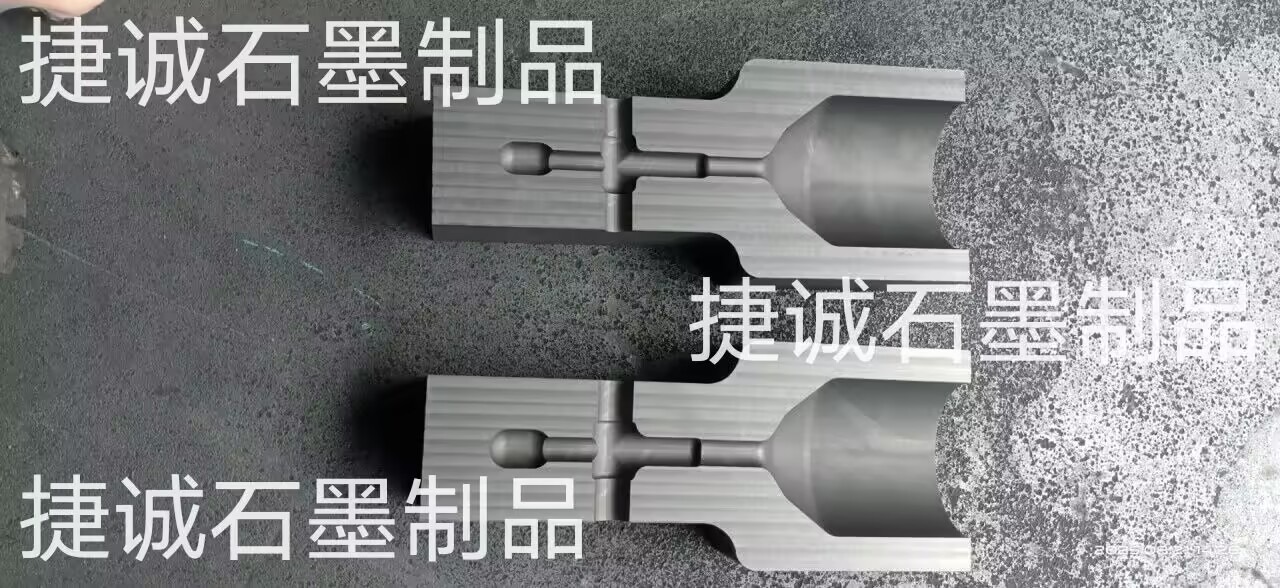
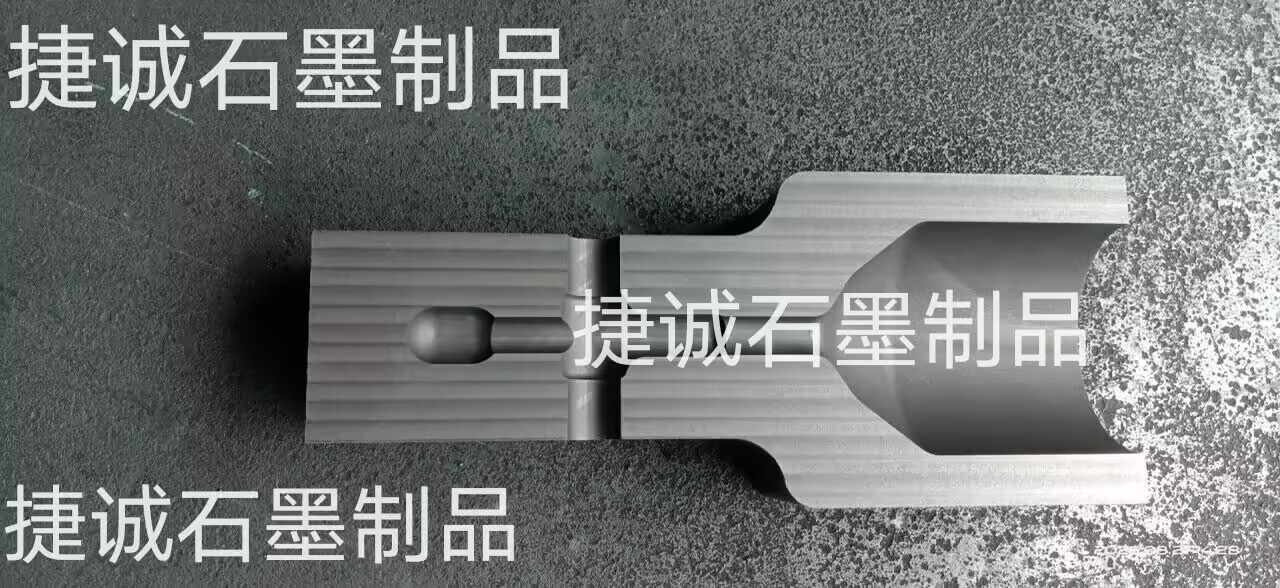
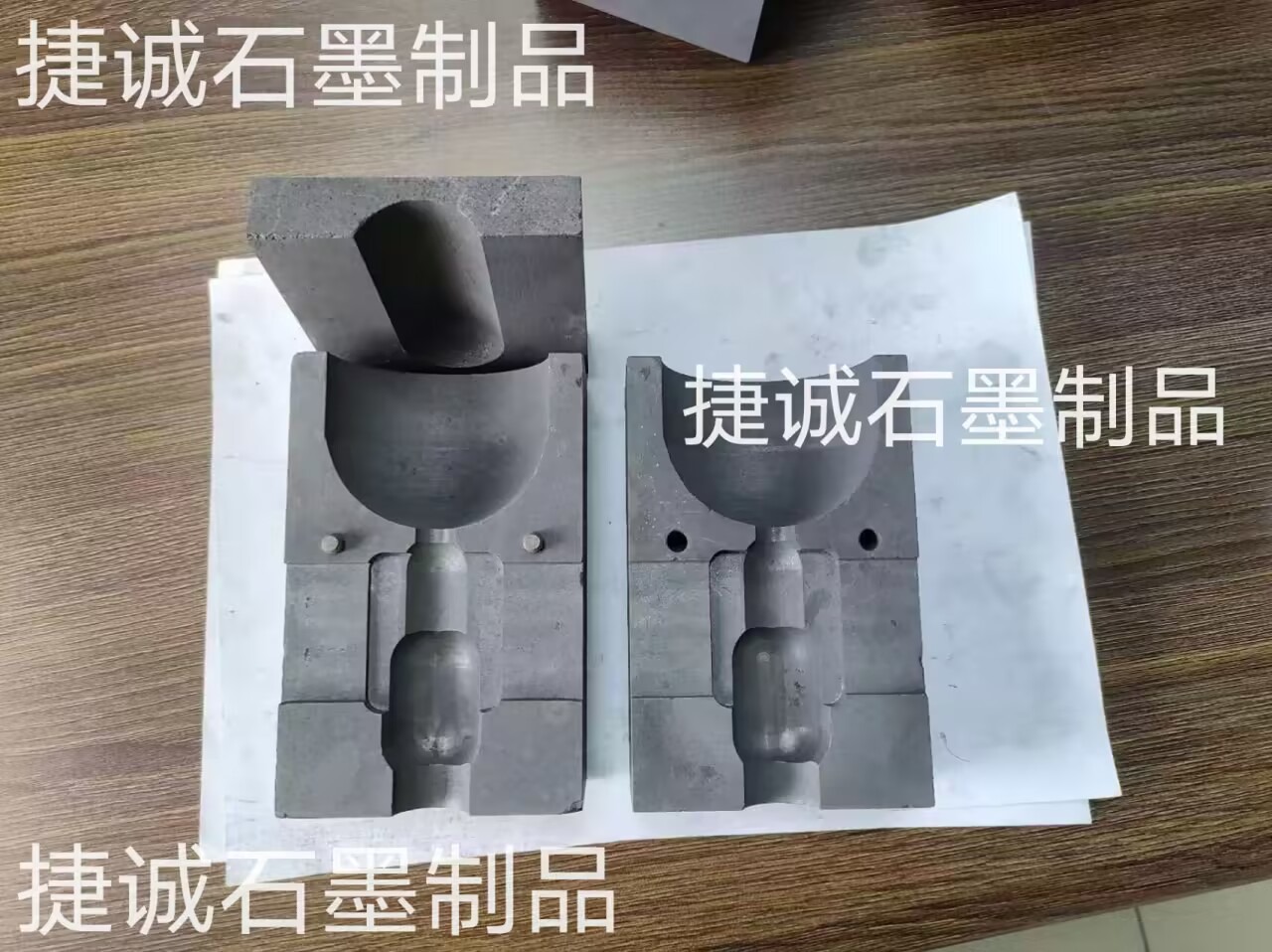
防雷焊接石墨模具,铝热焊专用模具夹焊粉,防雷放热焊接石墨模具,放热焊石墨模具加工,高压电缆热熔焊接模具,铜焊粉高压电缆焊接石墨模具,高精密放热焊接石墨模具,放热焊接石墨模具生产厂家
防雷焊接石墨模具的预热温度,如果控制在适合的范围内,通常不会对模具造成损害。反而,预热有助于提升焊接作用和模具的使用寿命。以下是对预热温度与模具损害联系的详细分析:
适合预热温度的优点
减少热应力:预热可以使石墨模具的温度逐渐升高,然后减少焊接时因温度改变而发生的热应力,下降模具开裂或损坏的危险。
进步焊接质量:适合的预热温度可以改进焊接资料的流动性,有助于焊接接头的成型,然后进步焊接质量。
延伸模具使用寿命:预热可以减少模具在焊接进程中的热疲劳损伤,有助于延伸模具的使用寿命。
预热温度过高或过低的影响
预热温度过高:
或许导致石墨模具过度胀大,添加模具在焊接进程中的变形危险。
或许加快石墨模具的氧化和磨损,下降模具的使用寿命。
预热温度过低:
石墨模具的温度与焊接资料的温度差异较大,或许导致焊接接头处发生较大的热应力,然后影响焊接接头的质量和强度。
温度差异还或许导致焊接资料在模具中的流动性不佳,影响焊接接头的成型作用。
预热缺乏或许加剧模具在焊接进程中的热冲击,添加模具损坏的危险。
预热温度的适合范围
防雷焊接石墨模具的预热温度通常建议在100℃至200℃之间。但详细预热温度还需依据石墨模具的资料特性、焊接资料的种类和厚度以及焊接工艺的详细要求来确认。在实际操作中,应通过实验验证来确认最佳的预热温度。
预热注意事项
预热时应确保石墨模具受热均匀,防止局部过热导致模具损坏或变形。
预热完成后,应尽快进行焊接操作,以防止模具长期处于高温状况而影响其使用寿命。
综上所述,防雷焊接石墨模具的预热温度控制在适合范围内不会对模具造成损害,反而有助于提升焊接作用和模具的使用寿命。在实际操作中,应依据详细情况确认最佳的预热温度,并严格控制预热进程。