V型石墨舟皿,石墨舟皿,钨钢烧结用v型石墨舟皿,高纯度石墨舟皿,高纯烧结石墨制品,石墨舟皿加工,高纯石墨舟皿,石墨舟皿加工厂,石墨舟皿生产厂家,高纯石墨舟皿生产厂家
V型石墨舟皿的制造工艺要害点涵盖材料选择、预处理、精密加工、功用强化及质量管控五大核心环节,具体如下:
一、材料选择:高纯度与高功用的柱石
材料等级
选用纯度≥99.9%的等静压石墨,其要害特性包括:
极点耐温性:惰性环境下可安稳承受2800℃高温,远超硬质合金烧结温度(1400-1600℃)。
超低热膨胀系数:确保骤冷骤热环境下尺度安稳性,避免开裂。
化学惰性:在酸碱腐蚀性气体中坚持结构完整性,避免与硬质合金组分反应。
高导热性(120W/(m·K)):完结热量快速均匀传递,确保烧结温度均匀性。
材料改性
硅化处理:增重率6-8%,外表硬度进步至莫氏6级,增强耐磨性。
碳化硅涂层:厚度80-150μm,抗氧化温度进步至1600℃,氧化失重率下降90%。
金属复合改性:增加5-8%钛粉,导热系数进步15-20%,习惯高导热需求场景。
二、材料预处理:消除缺陷,进步细密性
等静压成型
在200MPa高压下对石墨粉进行三维均匀压制,消除内部应力,确保坯体结构均匀细密。
焙烧与碳化
分阶段升温至800-1200℃,历时15天完结碳结构转化,进步材料强度。
浸渍强化
选用呋喃树脂进行3-5次真空浸渍,孔隙率降至<15%,明显进步抗氧化功用与机械强度。
三、精密加工:微米级精度完结功用化
多轴联动加工
运用金刚石涂层刀具,以0.01mm精度雕刻V型槽,确保四点接触自定位功用,轴心误差≤±0.05mm。
动态平衡规划
针对高速传输场景(如300rpm旋转镀膜),进行动平衡配重,减少运转振动。
外表处理
抛光:经过2000目金刚石砂轮抛光,外表粗糙度Ra≤0.8μm,下降摩擦系数。
排气通槽规划:在槽面设置贯穿通槽,引导脱胶气体均匀涣散,避免局部气压过高导致胶体残留。
四、功用强化工艺:习惯极点环境
高温纯化
在2800℃氩气环境中处理48小时,铲除残留杂质(如金属离子、硫元素),确保材料纯度≥99.99%。
预烧处理
仿照实践工况进行50次冷热循环(-196℃至800℃)预处理,消除材料内部剩下应力,进步抗热震功用。
涂层技能
涂覆SiC/Si2N2复合涂层,使氧化失重率下降90%,运用寿数从50次增至150次烧结循环。
五、质量管控:全流程数字化追溯
核心检测规范
SEMI F57:针对半导体用石墨部件的洁净度与纯度规范。
GB/T 3518-2020:等静压石墨材料国家规范。
JIS R7220:石墨制品高温抗氧化性检验方法。
数字化质量追溯系统
区块链溯源:每件产品附带仅有ID,可追溯材料批次、加工参数及检测数据。
AI视觉检测:经过深度学习辨认0.2mm级微裂纹,确保外表缺陷零忍耐。
加快寿数检验:仿照10年运用强度的3000次热循环检验,验证材料耐久性。

-
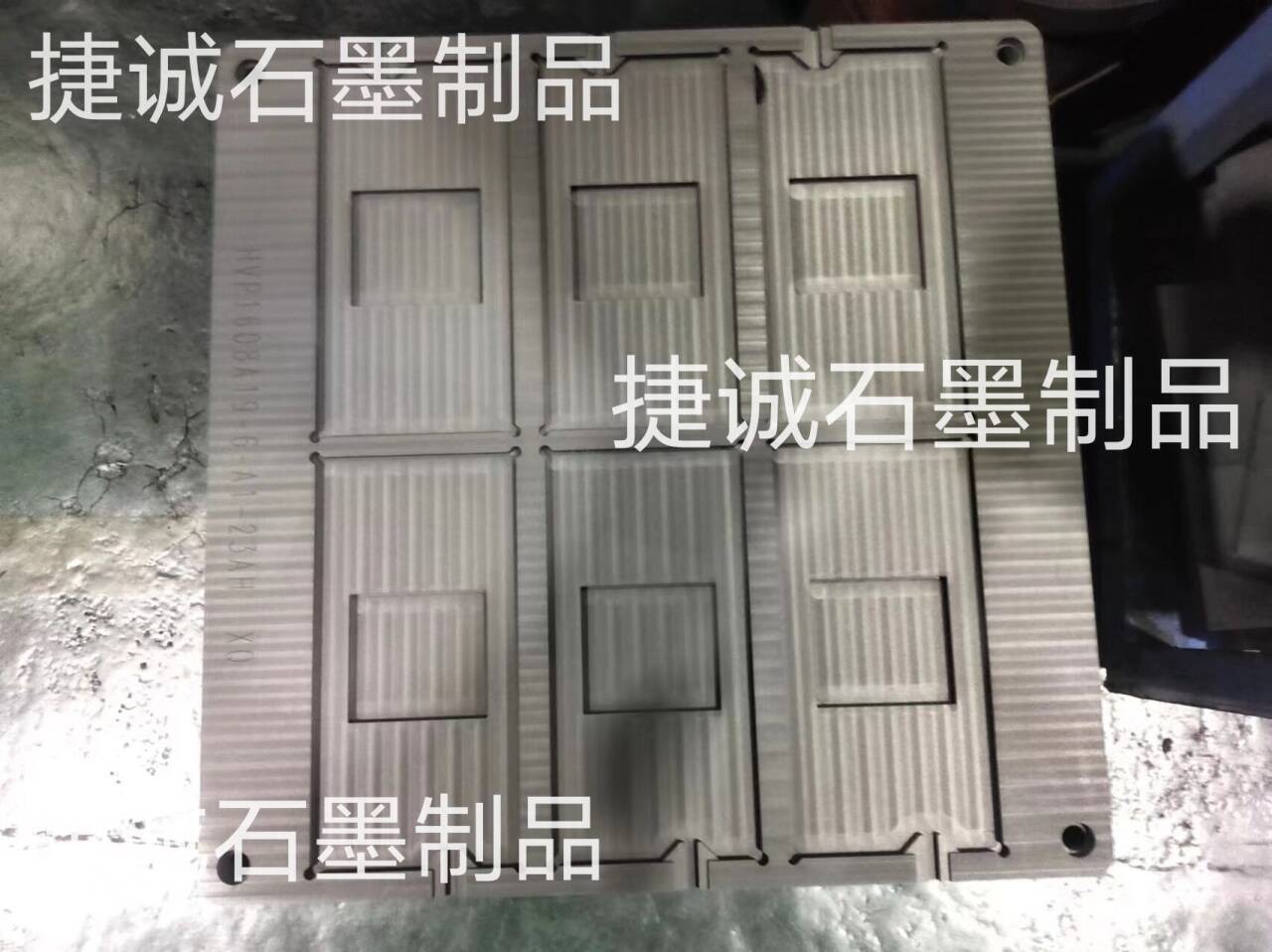
均温板石墨治具,VC均温板烧结石墨模具,石墨模具,VC石墨模具,高纯石墨模具,vc均热板石墨模具,石墨模具加工,均温板石墨治具加工,石墨模具生产厂家,石墨模具加工厂
-
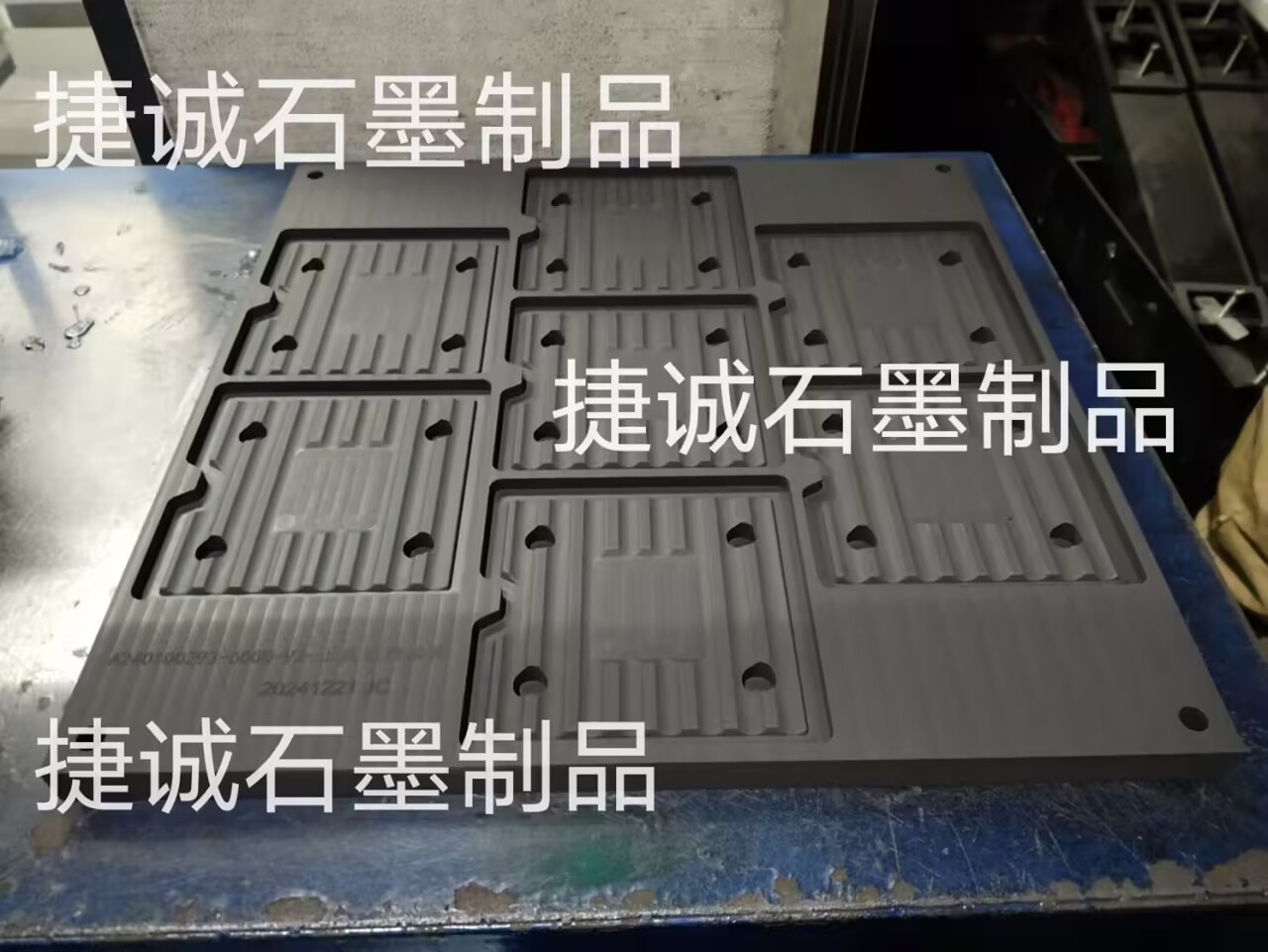
均温板石墨治具,VC石墨模具,VC均温板烧结石墨模具,石墨模具,高纯石墨模具,vc均热板石墨模具,石墨模具加工,均温板石墨治具加工,石墨模具生产厂家,石墨模具加工厂
-
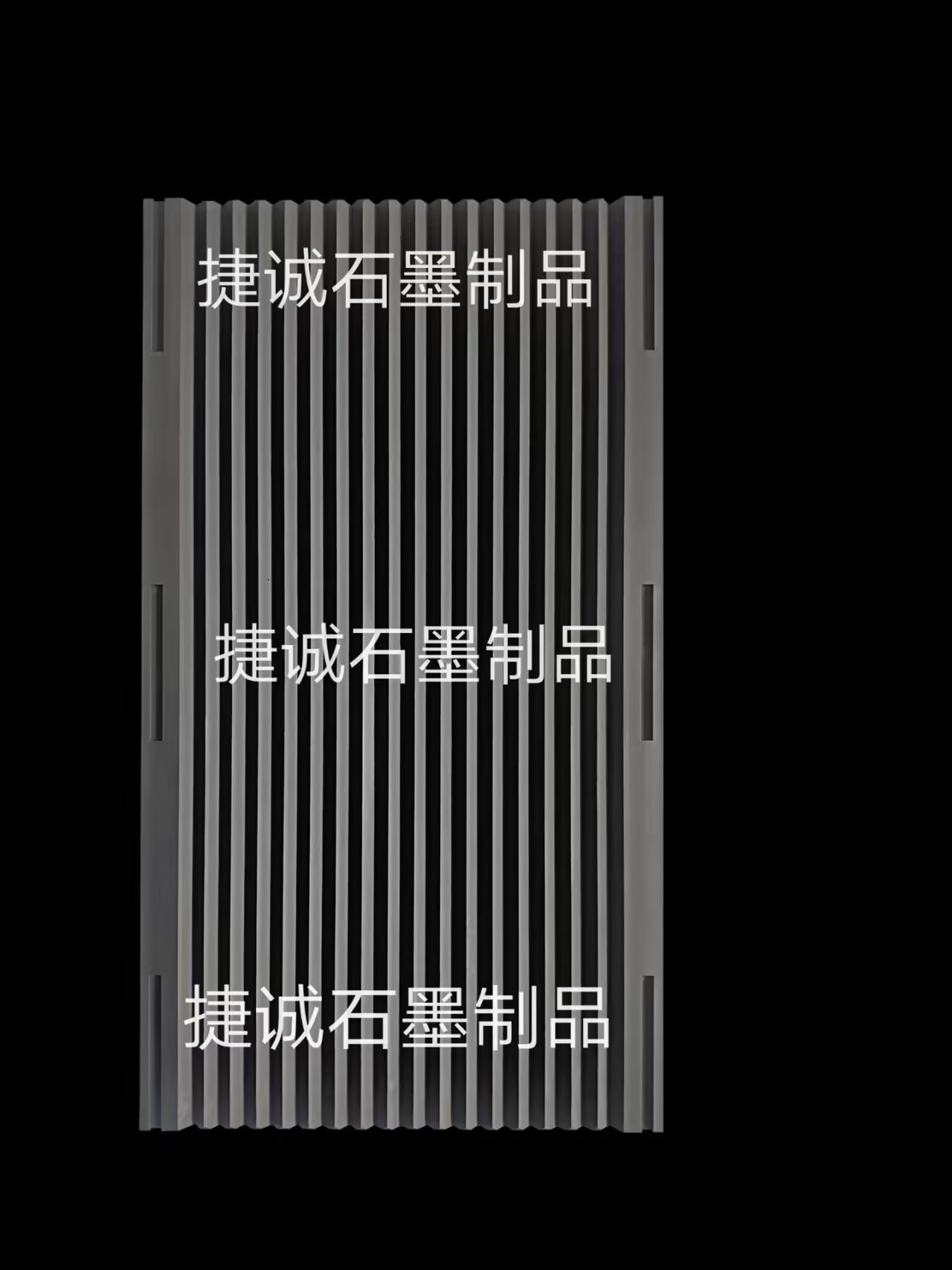
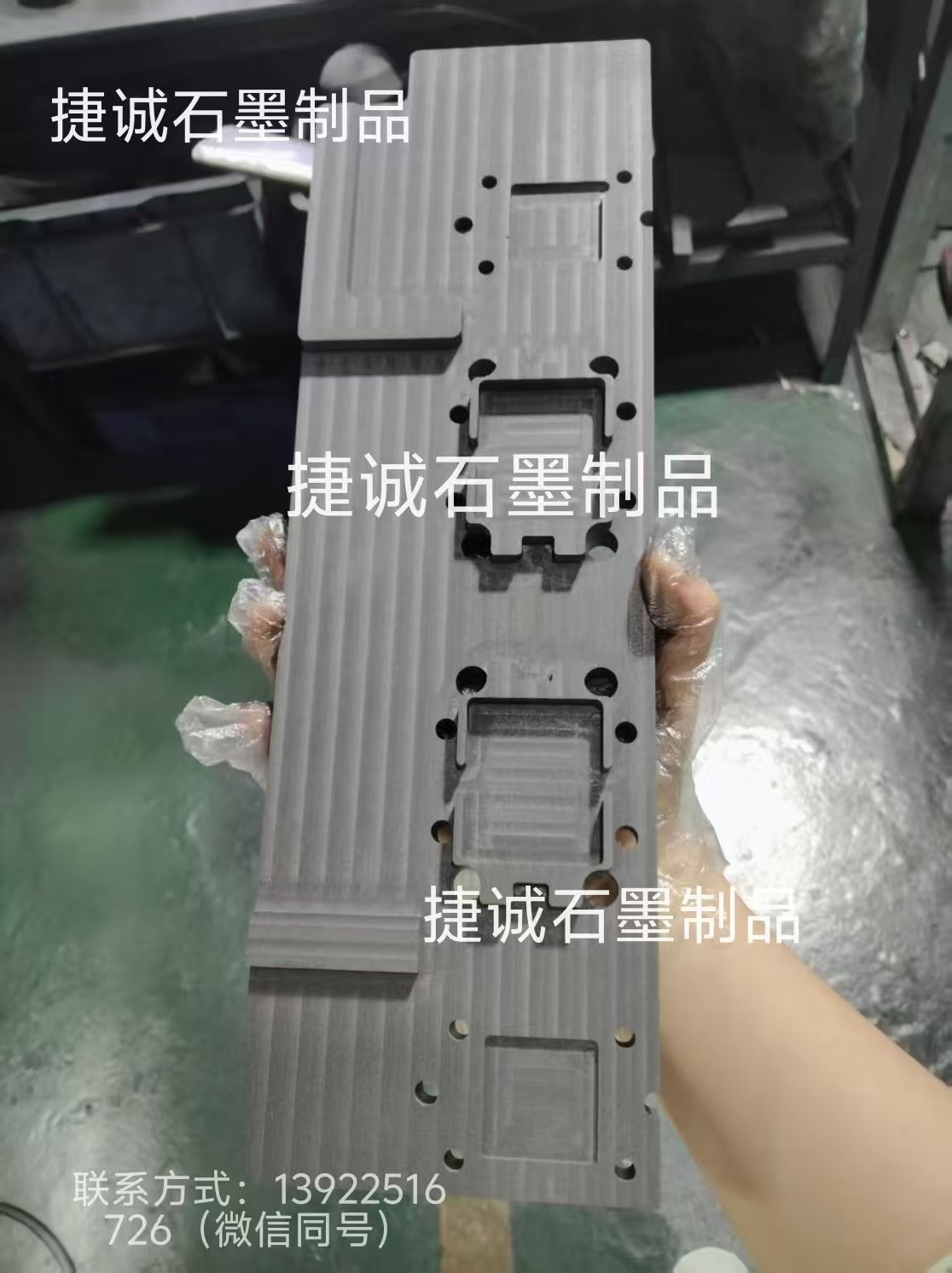
钨钢烧结用v型石墨舟皿,v型石墨舟皿,石墨舟皿,高纯烧结石墨制品,高纯度石墨方舟,烧结用石墨槽舟 ,进口槽型石墨舟皿,石墨舟皿加工,石墨舟皿加工厂,石墨舟皿生产厂家
-
硬质合金烧结V型槽,石墨舟皿,V型石墨舟皿,石墨模具,高纯度石墨方舟,石墨方舟石墨舟皿,硬质合金石墨舟皿加工,石墨舟皿加工厂,石墨舟皿加工,石墨舟皿生产厂家
-
水冷板钎焊石墨模具,高纯钎焊石墨治具,石墨钎焊治具,钎焊石墨治具,高纯石墨模具,石墨模具,石墨治具,石墨模具加工,石墨治具加工,高纯石墨模具加工,石墨模具加工厂,石墨模具生产厂家