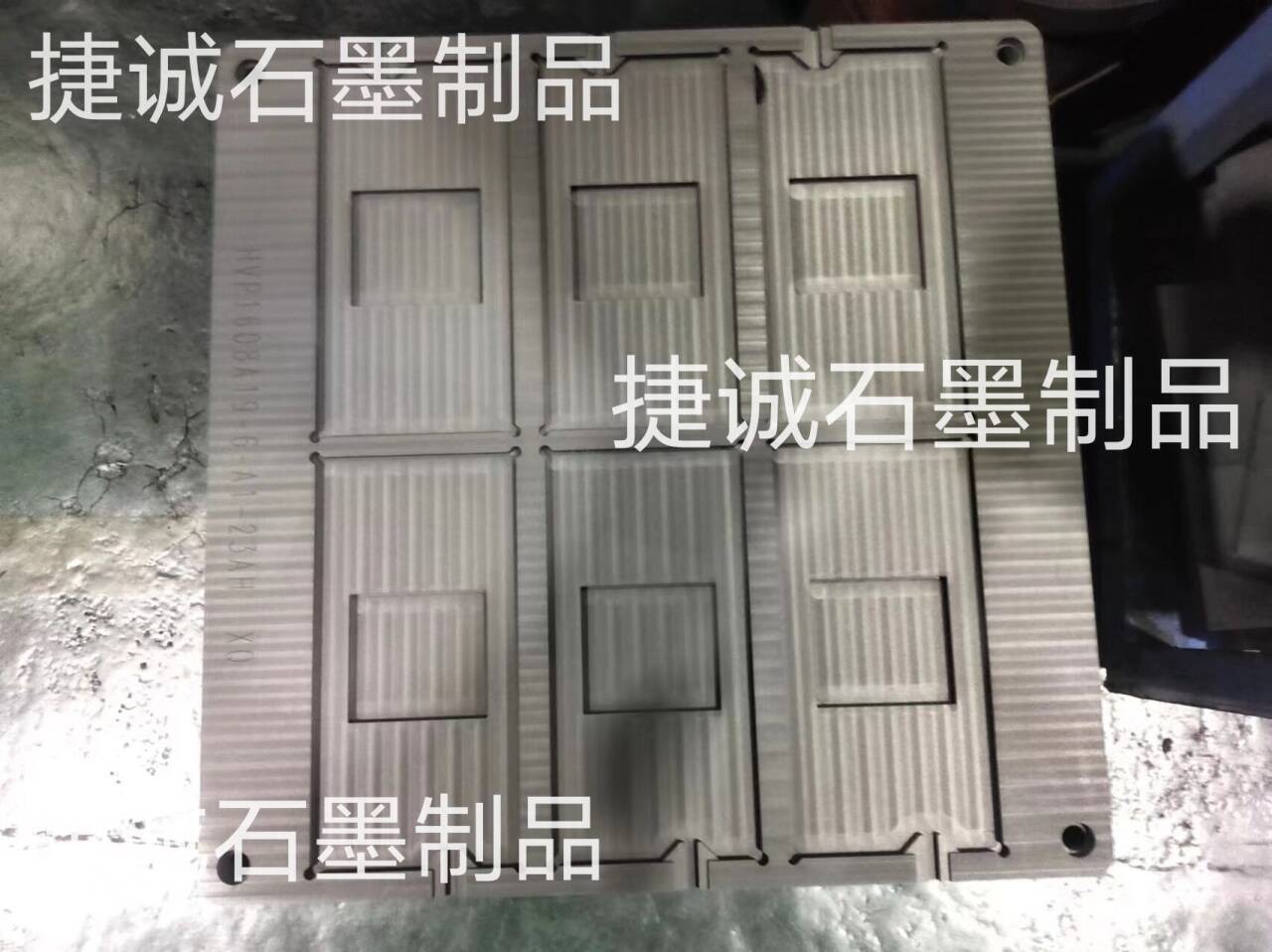
5GVC石墨治具,VC石墨模具,VC烧结石墨模具,石墨模具,石墨治具,VC扩散焊接石墨模具,石墨模具加工,石墨模具生产厂家
5GVC石墨治具作为高精密散热组件,其加工精度直接关乎散热效率与设备稳定性。以下从设备、资料、工艺、差错操控四方面,具体阐述进步加工精度的关键办法:
一、设备晋级与选型
高刚性机床:挑选具有高刚性和抗振性的数控机床,削减加工过程中的振荡和变形。机床结构需针对石墨原料特性优化,如增强主轴刚性、选用高稳定性床身规划。
精密数控系统:装备高分辨率编码器和高精度伺服驱动系统,完成微米级位移操控。系统需支持多轴联动加工,保证杂乱曲面和微细结构的加工精度。
辅助设备:装备激光对刀仪、三坐标测量机等辅助设备,完成加工前预调、加工中监测和加工后检测的全流程精度操控。
二、资料挑选与预处理
高品质石墨:选用等静压成型的高纯度石墨资料,保证资料内部颗粒分布均匀、无杂质。资料需经过高温真空退火处理,消除内部应力,进步加工稳定性。
资料检测:加工前对石墨资料进行超声波探伤和密度测验,保证资料无裂纹、孔隙等缺点。
三、加工工艺优化
热处理工艺:选用梯度升温、缓慢冷却的热处理工艺,削减石墨资料在加工过程中的变形和开裂风险。热处理后需进行二次时效处理,进一步稳定资料性能。
夹持方式:规划专用夹具,选用多点均匀夹持方式,削减装夹变形。夹具接触面需进行精密研磨,保证与石墨治具的接触刚度。
刀具与参数:选用金刚石或硬质合金刀具,刀具直径需根据加工特征优化。选用小切削深度、高进给速度的加工参数,削减刀具磨损和加工振荡。
冷却光滑:使用水基冷却液,优化喷嘴规划,保证冷却液能均匀喷射到加工区域。冷却液需具有防锈和光滑功能,削减刀具磨损和工件外表损害。
四、差错操控与补偿
原始差错分析:对机床几许差错、热变形差错、夹具差错等进行系统分析,建立差错数据库。
差错补偿技术:选用软件补偿和硬件补偿相结合的方式。软件补偿经过数控系统对加工路径进行实时批改;硬件补偿则经过调整机床结构、夹具规划等方式完成。
在线监测与反馈:在加工过程中集成振荡传感器、温度传感器等,实时监测加工状态。经过反馈系统调整加工参数,完成闭环操控。
五、加工事例与作用
事例:某5G通讯设备制造商经过选用上述办法,将VC石墨治具的关键尺度公差从±0.05mm提高至±0.01mm,外表粗糙度从Ra1.6μm优化至Ra0.4μm。
作用:加工精度的提高明显进步了治具的散热效率,设备温度降低5%-8%,同时延长了使用寿命。
经过上述综合办法,5G VC石墨治具的加工精度能够得到明显提高,满意5G通讯设备、高性能计算设备等对散热组件的高精度需求。
-
VC烧结板石墨治具,VC石墨模具,VC扩散焊接石墨冶具,烧结石墨模具,等静压材料高纯度耐高温热处理石墨件,冷凝石墨板均热板,PAG芯片封装模具加工,VC焊接模具直供,石墨模具加工
-
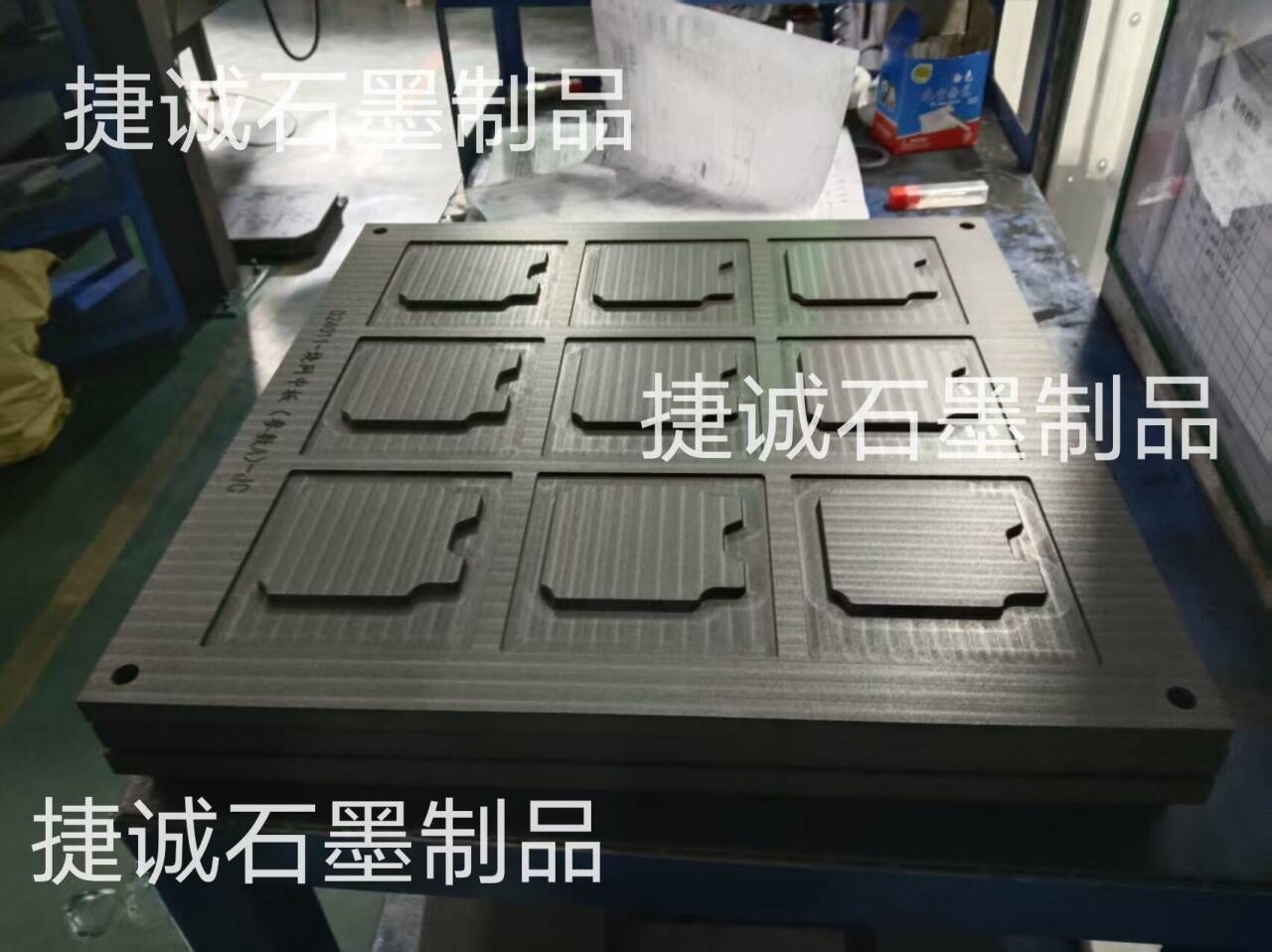
高精密VC均温板石墨模具,VC石墨模具,石墨模具,石墨模具加工,VC烧结石墨模具,VC扩散焊接石墨模具,焊接石墨块热柱烧结石墨载具,石墨模具加工,石墨模具生产厂家
-

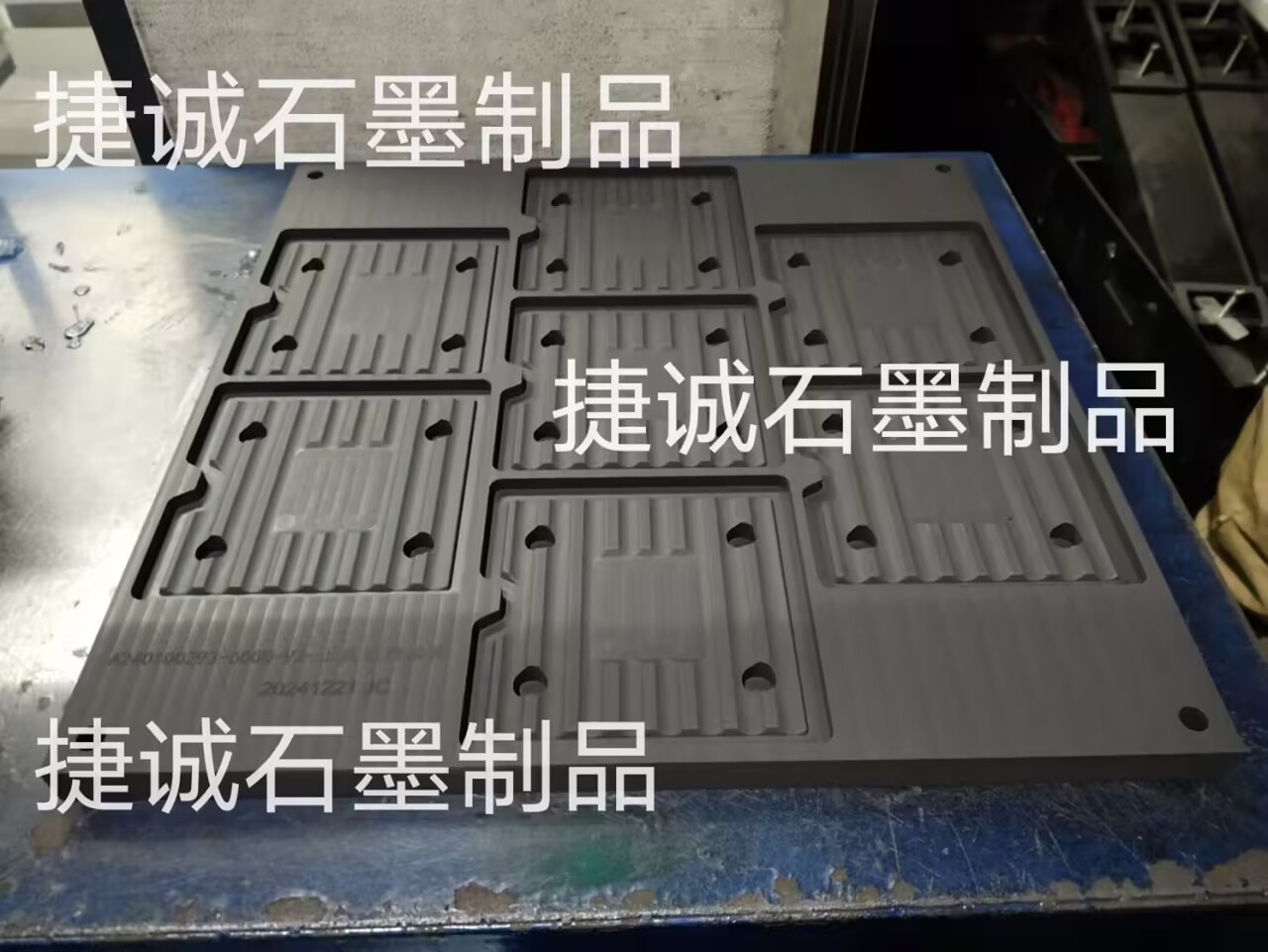
5G手机超薄均热板模具,VC石墨模具,5G手机超薄均温板扩散焊接石墨制品,超薄vc石墨治具,金属扩散焊接热管石墨治具,高纯石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
-
vc散热片石墨模具,均热板烧结石墨模具,vc石墨模具,石墨治具,散热石墨模具,石墨模具,精度高vc均热板烧结石墨模具,高纯度高密石墨模具,冶金放热焊接石墨铸造模具,石墨模具加工
-
均热板vc石墨模具,VC均温板烧结石墨模具,vc扩散焊接石墨模具,石墨模具,石墨治具,液冷均热板石墨治具,vc烧结石墨模具,VC石墨模具,石墨模具加工,石墨模具生产厂家
-

精度高vc均热板烧结石墨模具,VC石墨模具,超薄VC散热板石墨夹具,均温板烧结石墨模具,石墨模具,石墨治具,高纯石墨模具,石墨制品批量加工,VC超薄手机石墨模具,石墨模具加工