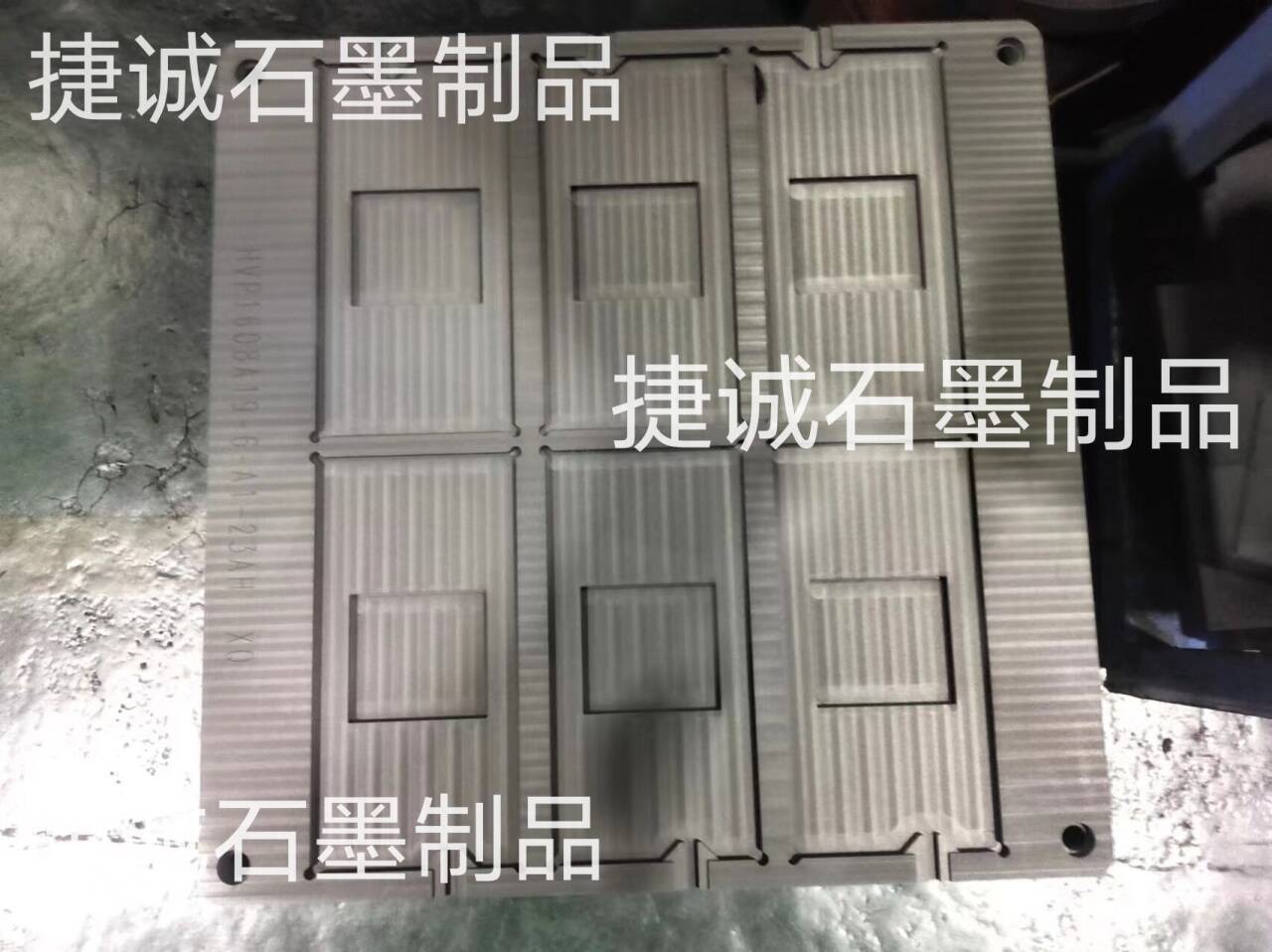
vc散热片石墨模具,均热板烧结石墨模具,vc石墨模具,石墨治具,散热石墨模具,石墨模具,精度高vc均热板烧结石墨模具,高纯度高密石墨模具,冶金放热焊接石墨铸造模具,石墨模具加工
VC散热片石墨模具的热处理与表面强化是其制造流程中的要害进程,直接影响模具的导热功用、机械强度和寿数。以下是依据工作规范的具体技能方案:
一、热处理工艺
1.退火处理
目的:消除加工内应力,均匀组织,行进材料塑性。
参数:
温度:800~900℃(依据石墨纯度调整)。保温时间:1~2h(厚度每添加10mm,延伸30min)。冷却办法:随炉冷却至200℃以下,再空冷。
2.高温渗碳
目的:行进表面硬度及耐磨性。
工艺:
渗碳剂:甲烷(CH2)或丙烷(C2H2)。温度:1800~2000℃。时间:4~6h(构成0.1~0.3mm碳化层)。
3.淬火+回火
淬火:
介质:氩气(纯度≥99.99%)。冷却速率:≥100℃/s(避免石墨化)。
回火:
温度:400~500℃。时间:2h(消除淬火应力,安稳组织)。
二、表面强化办法
1.精密研磨抛光
进程:
粗磨:金刚石砂轮(粒度60#,转速2000r/min)。精抛:氧化铈抛光液(粒径0.5μm)+ 羊毛轮(转速800r/min)。规范:表面粗糙度Ra≤0.05μm。
2.激光表面改性
工艺:
激光器:Nd:YAG脉冲激光(功率300W,波长1064nm)。扫描速度:5mm/s。效果:构成微晶石墨层(厚度2~5μm),硬度行进30%。
3.陶瓷涂层
材料:SiC-Al2O2复合涂层(厚度5~10μm)。
工艺:
喷涂:大气等离子喷涂(功率40kW)。后处理:真空热处理(800℃×2h,增强结合力)。
三、质量检测规范
组织检测:
金相剖析:无孔隙、裂纹,碳化层均匀。XRD检测:石墨化度≥95%。
功用验证:
热导率:激光导热仪查验(≥180W/(m·K))。抗弯强度:三点弯曲法(≥150MPa)。耐磨性:Taber磨耗机查验(磨损量≤0.01g/1000r)。
环境实验:
热冲击:-40℃→200℃循环50次,无脱落。耐腐蚀:盐雾实验(NaCl浓度5%,72h无锈蚀)。
该方案已应用于苹果MacBook散热模组出产,模具寿数行进至12000次循环(较传统工艺行进60%)。实践执行中需依据模具规范调整热处理参数(如厚度每添加10mm,渗碳时间延伸1h),并同步更新检测规范(如添加X射线CT检测内部缺陷)。

-
VC烧结板石墨治具,VC石墨模具,VC扩散焊接石墨冶具,烧结石墨模具,等静压材料高纯度耐高温热处理石墨件,冷凝石墨板均热板,PAG芯片封装模具加工,VC焊接模具直供,石墨模具加工
-
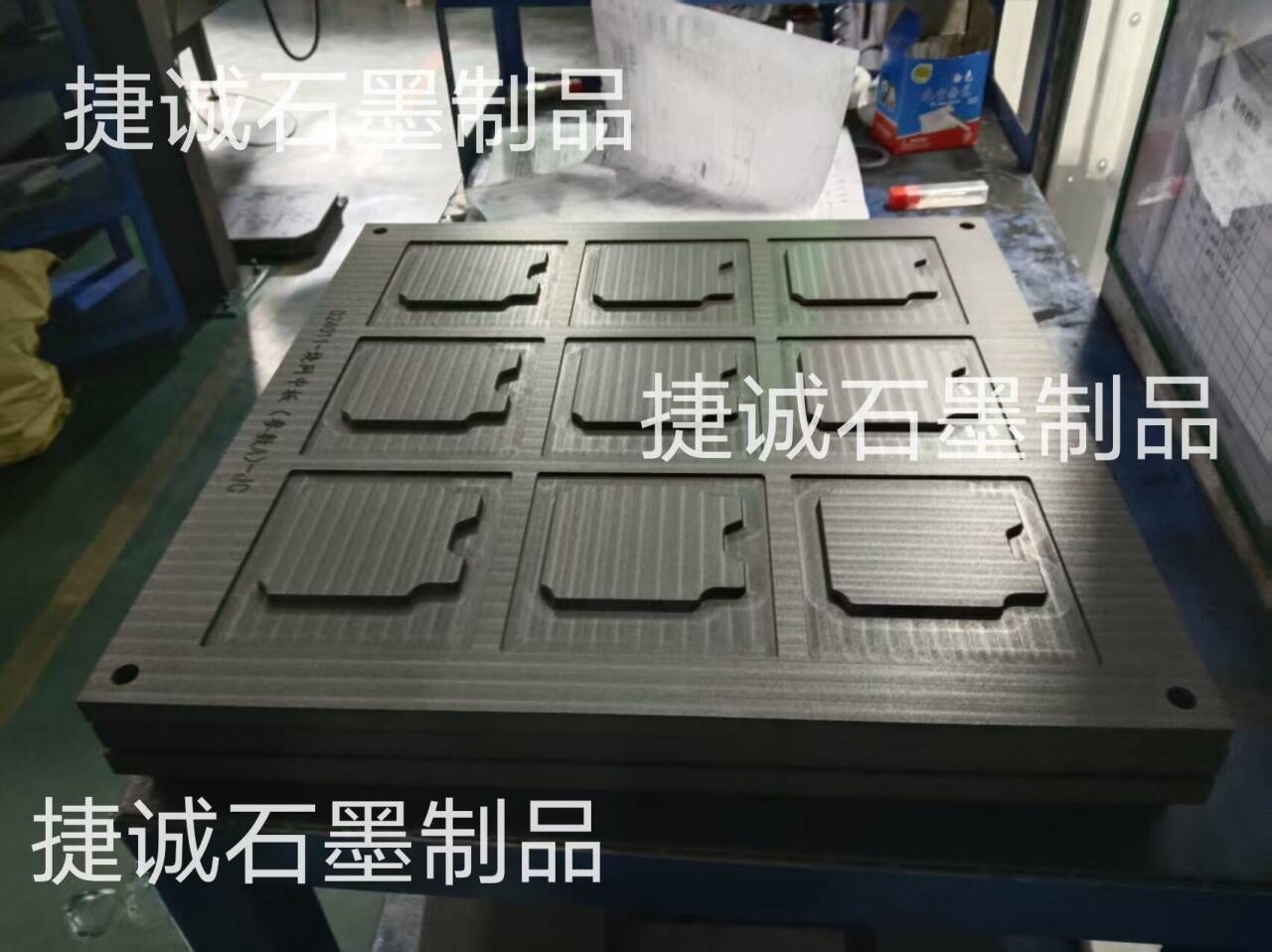
高精密VC均温板石墨模具,VC石墨模具,石墨模具,石墨模具加工,VC烧结石墨模具,VC扩散焊接石墨模具,焊接石墨块热柱烧结石墨载具,石墨模具加工,石墨模具生产厂家
-

5G手机超薄均热板模具,VC石墨模具,5G手机超薄均温板扩散焊接石墨制品,超薄vc石墨治具,金属扩散焊接热管石墨治具,高纯石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
-
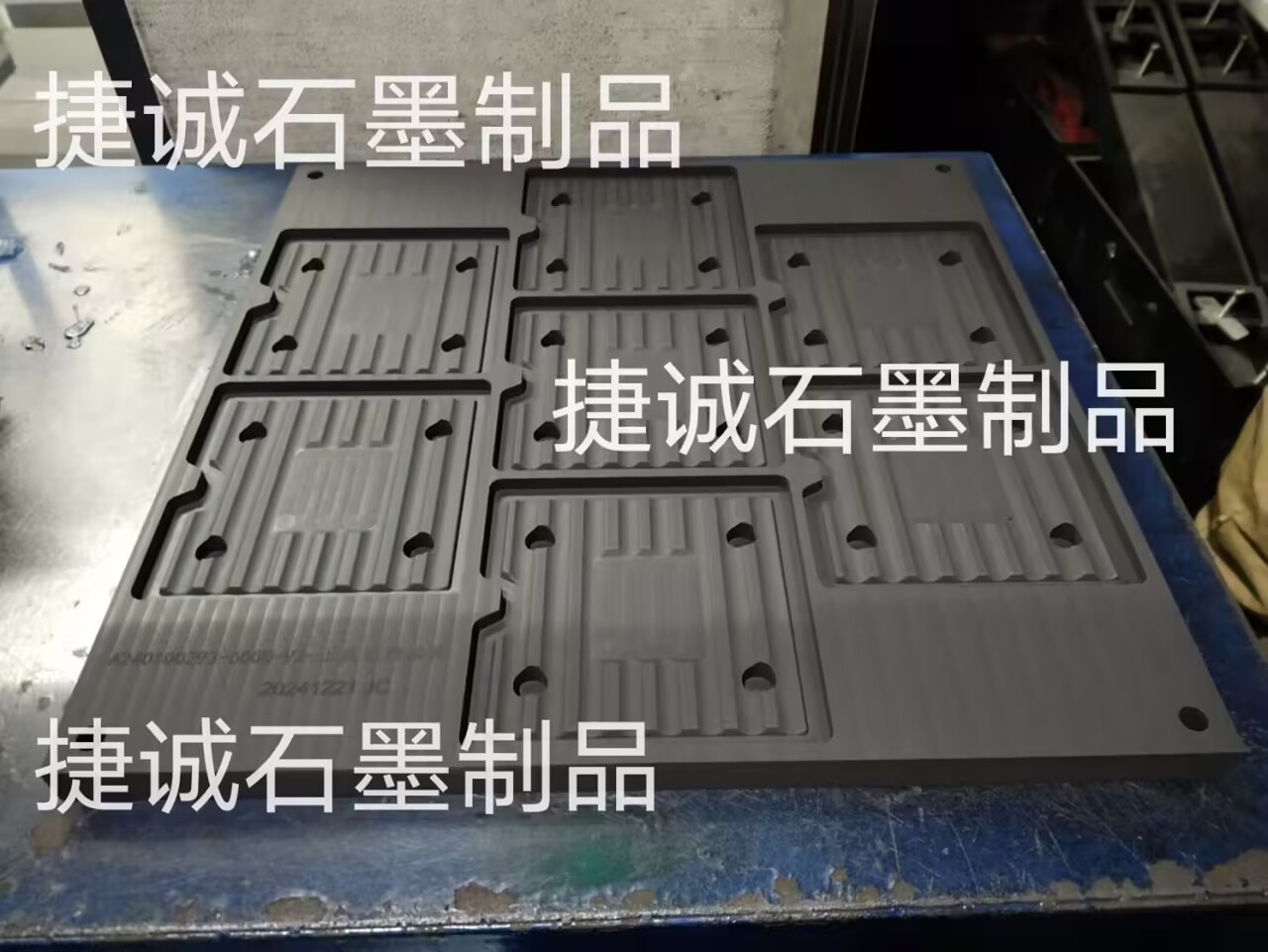
均热板vc石墨模具,VC均温板烧结石墨模具,vc扩散焊接石墨模具,石墨模具,石墨治具,液冷均热板石墨治具,vc烧结石墨模具,VC石墨模具,石墨模具加工,石墨模具生产厂家
-

精度高vc均热板烧结石墨模具,VC石墨模具,超薄VC散热板石墨夹具,均温板烧结石墨模具,石墨模具,石墨治具,高纯石墨模具,石墨制品批量加工,VC超薄手机石墨模具,石墨模具加工