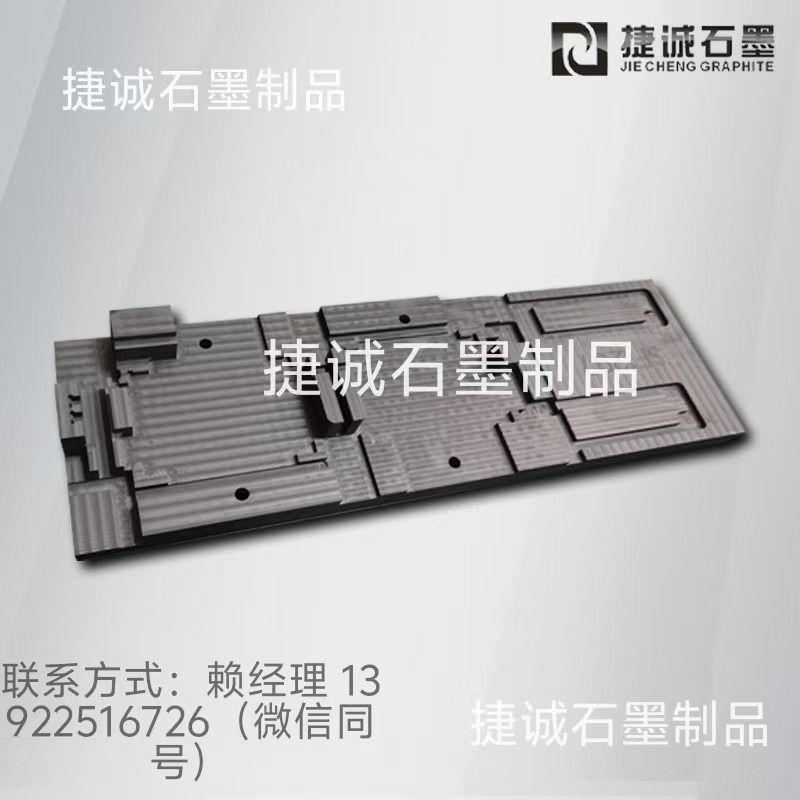
液冷板钎焊石墨模具的加工难度
液冷板钎焊石墨模具的加工难度较高,首要体现在资料特性、精度要求、工艺杂乱性以及质量检测等方面,以下为详细分析:
一、资料特性导致的加工难点
脆性大,易崩裂
石墨归于脆性资料,抗冲击能力弱。在加工进程中,刀具切削力或振荡或许导致模具外表或内部呈现微裂纹,甚至部分崩裂。例如,在铣削加工中,若刀具进给速度过快或切削深度过大,石墨边际容易发生碎裂。
硬度不均匀
石墨资料的硬度在不同方向上存在差异,加工时切削力难以操控。特别是在钎焊区域邻近,由于资料结合强度高,切削阻力更大,易导致刀具磨损加快或加工外表质量下降。
二、精度与外表质量要求高
尺度精度操控
液冷板模具的冷却流道和密封面尺度精度要求一般在±0.02mm以内。石墨加工进程中,刀具磨损、热变形以及资料自身的不均匀性都会影响尺度精度。例如,流道直径若超出公役规模,或许导致冷却液流量不均,影响液冷板散热效果。
外表粗糙度要求
模具密封面和冷却流道内壁的外表粗糙度需达到Ra0.8以下,以保证密封性和冷却功率。石墨加工时易发生粉尘和毛刺,需通过精细磨削或抛光工艺处理,添加了加工时间和本钱。
三、工艺杂乱性
多工序加工
液冷板石墨模具的加工一般包括粗加工、半精加工、精加工、钎焊以及后处理等多个工序。例如,粗加工后需进行应力开释处理,避免后续加工中变形;钎焊后还需对结合面进行研磨和检测,保证密封性。
钎焊工艺应战
钎焊进程中,石墨与金属基板(如铜、铝)的热膨胀系数差异大,易导致钎焊层开裂或结合强度不足。此外,钎焊温度需准确操控在石墨资料可接受规模内(一般不超过800℃),不然或许引发石墨氧化或结构损坏。
四、刀具与设备要求高
专用刀具挑选
石墨加工需运用金刚石或立方氮化硼(CBN)刀具,这类刀具硬度高、耐磨性好,但本钱较高。刀具的几何参数(如前角、后角)需依据石墨特性优化规划,以削减切削力和粉尘发生。
高精度加工设备
加工液冷板石墨模具需运用高精度数控机床(CNC),装备真空吸附或夹紧设备,避免加工进程中振荡或位移。例如,五轴联动加工中心可完成杂乱流道的一次性加工,但设备本钱和操作难度较高。
五、质量检测与验证难度大
无损检测要求
石墨模具内部缺陷(如裂纹、气孔)需通过X射线或超声波检测验证,但检测灵敏度受资料密度和结构影响,易呈现漏检或误判。
密封性与流道性能测验
钎焊后的模具需进行密封性测验(如氦气检漏)和流道流量测验,保证冷却液循环无泄漏且流量符合规划要求。测验进程杂乱,需专用设备和标准流程。
六、本钱与功率问题
资料与刀具本钱高
石墨资料自身价格较高,且加工进程中刀具损耗快,导致单件模具本钱明显添加。例如,加工一个液冷板石墨模具的刀具本钱或许占整体本钱的20%以上。
加工周期长
由于多工序加工和严格的质量操控要求,液冷板石墨模具的加工周期一般较长(一般需1-2周),难以满意快速交给需求。
总结与建议
液冷板钎焊石墨模具的加工难度首要体现在资料脆性、精度操控、工艺杂乱性和质量检测等方面。为下降加工难度,可采纳以下措施:
优化刀具与工艺参数:挑选合适的刀具和切削参数,削减加工振荡和粉尘。
采用仿真与预处理:通过热-力耦合仿真优化模具结构,提前开释应力,削减变形。
引进自动化检测:采用高精度检测设备,保证模具质量符合要求。
探究替代资料:在满意性能要求的前提下,研讨石墨与其他资料的复合应用,下降加工难度和本钱。
想要了解更多液冷板钎焊石墨模具的内容,可联系从事液冷板钎焊石墨模具多年,产品经验丰富的滑小姐:13500098659。