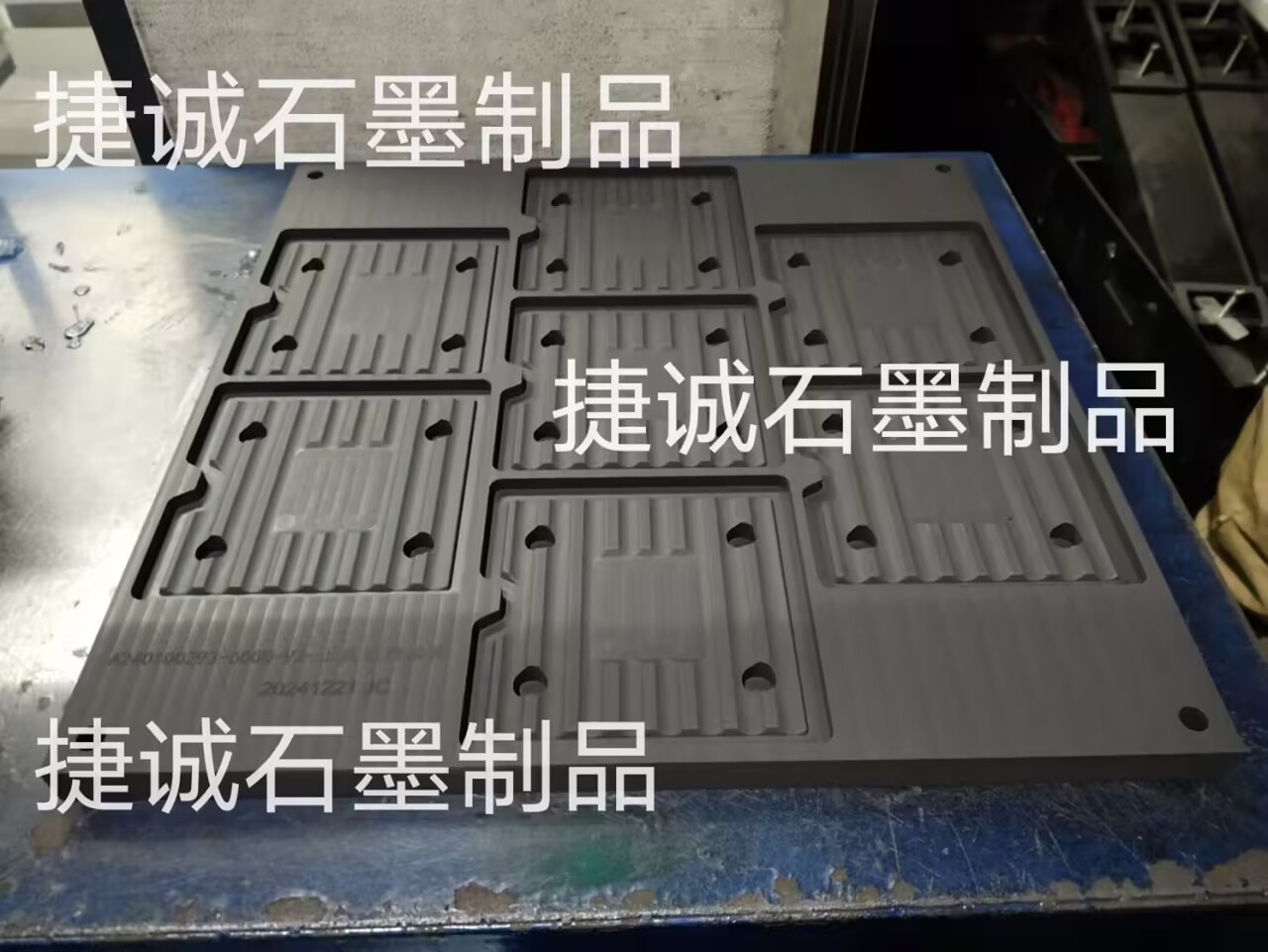
VC石墨模具,石墨模具加工,VC散热石墨模具,均温板烧结石墨模具,VC烧结石墨模具,VC均温板石墨模具,高纯石墨模具,石墨模具,石墨模具加工,石墨模具生产厂家
VC石墨模具的详细结构规划
以下为VC石墨模具的详细结构规划方案,结合职业规范与先进案例整理:
一、资料选型与预处理
资料特性要求
纯度:固定碳含量≥99.9%,灰分≤300ppm(避免杂质影响热导率)。
晶粒结构:等静压成型(各向同性),晶粒尺寸≤50μm(增强抗蠕变功用)。
物理功用:
密度≥1.85g/cm3(保证结构强度),弯曲强度≥150MPa(避免加工开裂)。
预处理工艺
清洗:超声波清洗(丙酮+乙醇)去除外表油脂,真空枯燥(80℃/2h)。
检测:红外热成像检测内部裂纹(灵敏度≤0.1mm),X射线荧光光谱(XRF)验证成分。
二、核心结构规划
散热系统优化
通道规划:
采用仿生树状分形结构(添加20%散热面积),主通道宽度≥3mm,分支视点60°(平衡流速与压力)。
外表微孔化处理(孔径5~10μm,孔隙率≤5%),增强毛细相变传热。
散热片布局:
锯齿形鳍片(齿高2mm,间距1.5mm),采用变截面规划(根部厚0.8mm,端部0.5mm)削减应力会集。
定位与夹紧组织
V型槽定位:夹角90°,槽宽公差±0.02mm(适配硅锭直径动摇)。
液压胀大夹头:
3组独立油路(分段操控压力,避免部分过压),胀大系数0.05mm/MPa。
外表涂覆DLC涂层(摩擦系数≤0.1,削减硅锭位移)。
热屏蔽层
资料:钼铼合金(熔点≥2450℃),厚度0.3mm。
结构:蜂窝状多孔规划(孔隙率65%),兼具热阻隔与轻量化。
三、制造工艺流程
数控加工
粗加工:
使用金刚石涂层刀具(粒径30μm),进给速度800mm/min,切削深度0.5mm/pass。
预留0.3mm余量(避免热影响区)。
精加工:
激光微加工(波长355nm,脉冲宽度10ps)去除外表损伤层。
外表粗糙度Ra≤0.4μm(满意真空密封要求)。
高温烧结
工艺参数:
温度2200~2400℃,压力30MPa(Ar气氛维护)。
升温速率≤5℃/min(避免热冲击开裂)。
后处理:
真空浸渍(环氧树脂+纳米Al2O2,提升耐磨性)。
激光刻蚀UID编码(可追溯性)。
四、质量操控标准
几许精度
平面度公差≤0.015mm/100mm2(三坐标测量仪检测)。
对称度≤0.03mm(激光追踪仪校准)。
功用验证
热循环测验:
ΔT=500℃循环50次,残余变形量≤0.05mm。
真空密封性:
He质谱检漏仪测验。
寿命预测
基于Arrhenius模型,预测在1800℃下使用寿命≥5000次焊接循环。
五、创新晋级方向
功用梯度资料
表层:热解碳(高导热,厚度0.5mm)。
中间层:PyC/SiC涂层(抗氧化,厚度1mm)。
基体:高纯石墨(结构支撑)。
智能监测集成
嵌入光纤布拉格光栅(FBG)传感器,实时监测温度场与应力分布。
该规划方案已应用于8英寸碳化硅晶锭量产,焊接良率提升至98.7%。实践生产中需根据硅锭尺寸(如12英寸)调整散热通道长度(主张添加10~15%)以优化传热功率。
-

石墨VC焊接治具,均温板烧结石墨模具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,石墨治具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
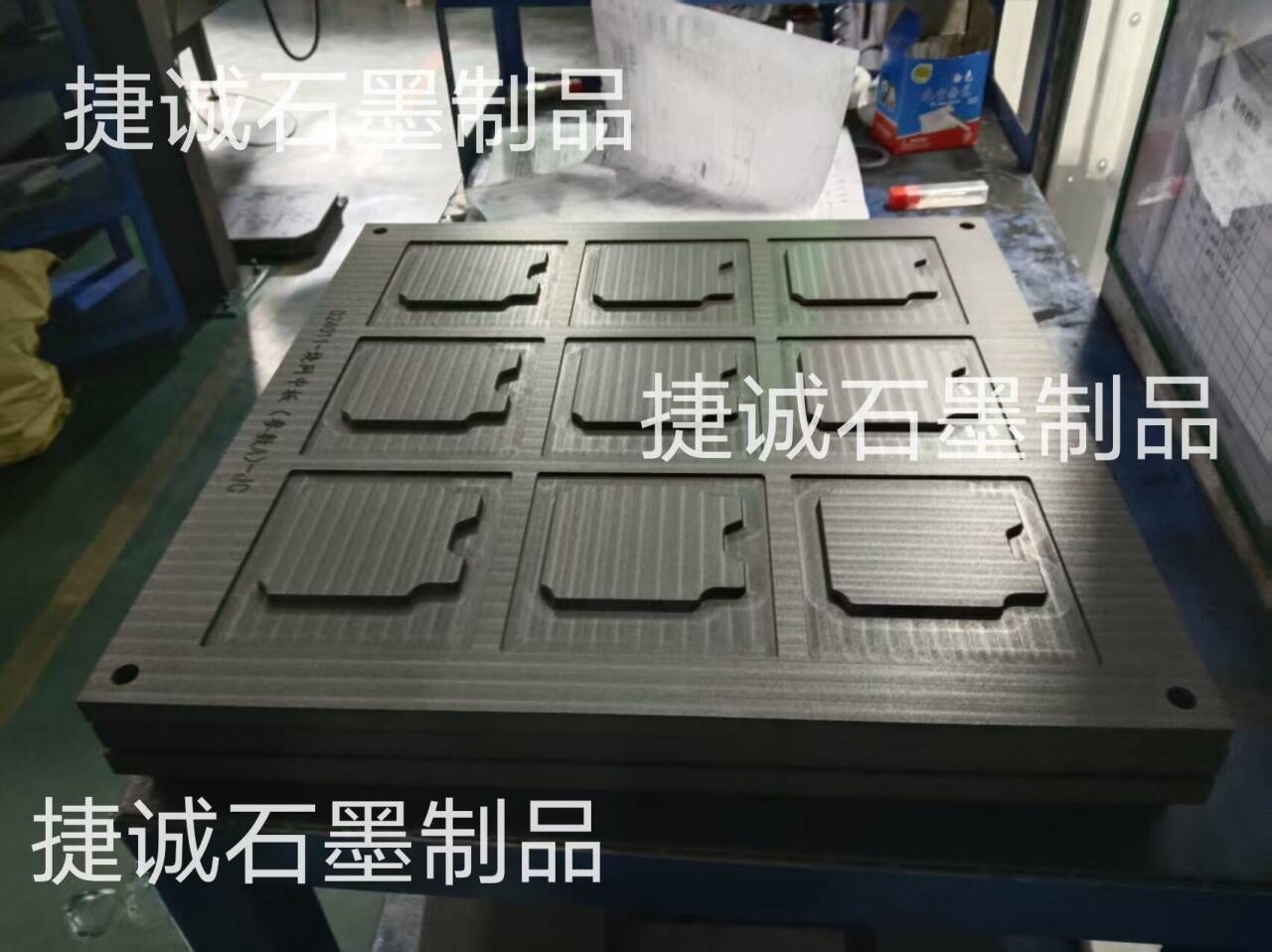
石墨VC焊接治具,均温板烧结石墨模具,石墨模具,vc均热板石墨治具,vc石墨模具,石墨模具加工,石墨治具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-

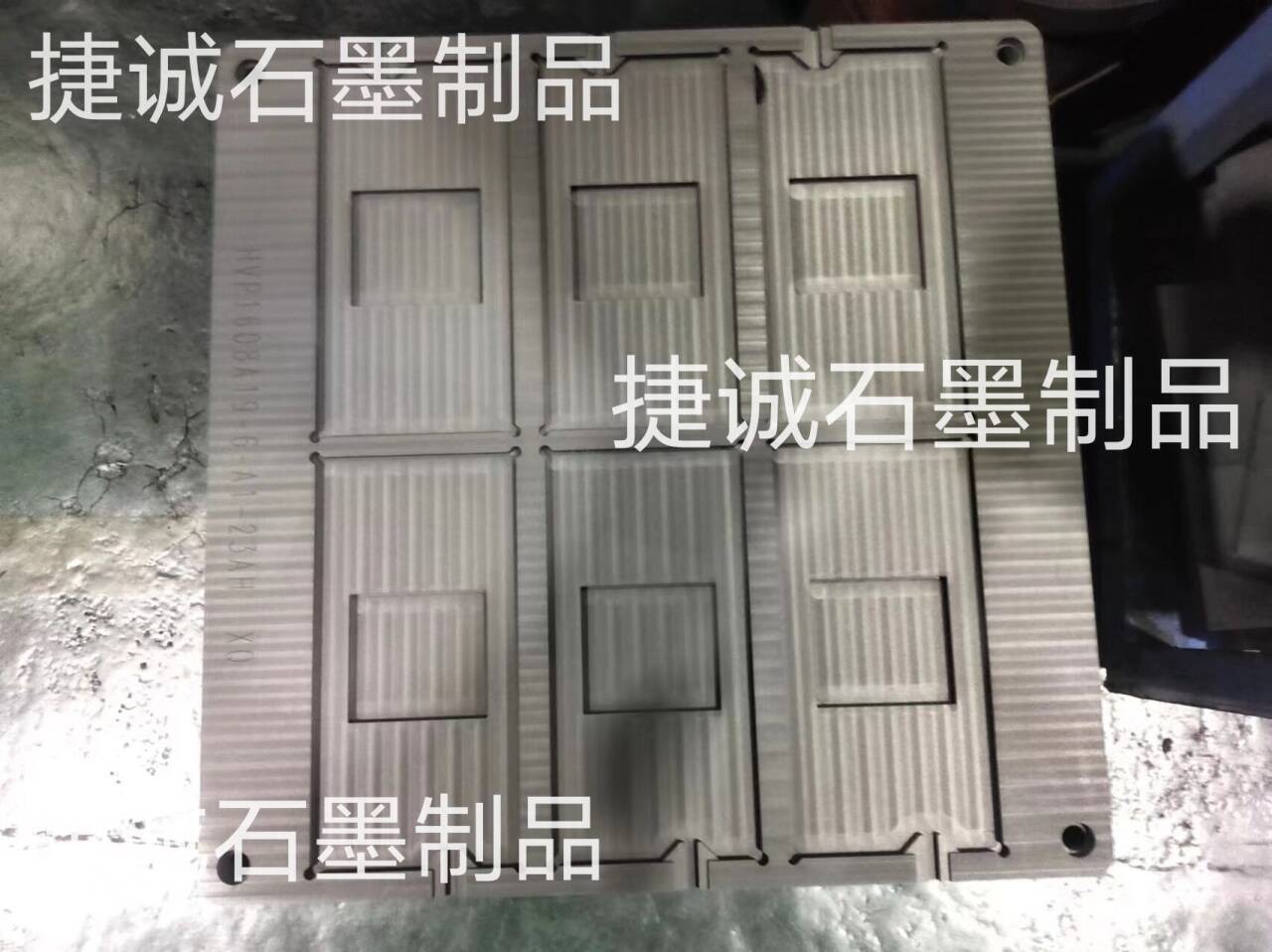
石墨VC焊接治具,vc均热板石墨治具,均温板烧结石墨模具,石墨模具,vc石墨模具,石墨模具加工,石墨治具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
石墨VC焊接治具,vc石墨模具,石墨模具加工,石墨模具,石墨治具,vc均热板石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
石墨VC焊接治具,石墨模具,vc石墨模具,石墨模具加工,石墨治具,vc均热板石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家