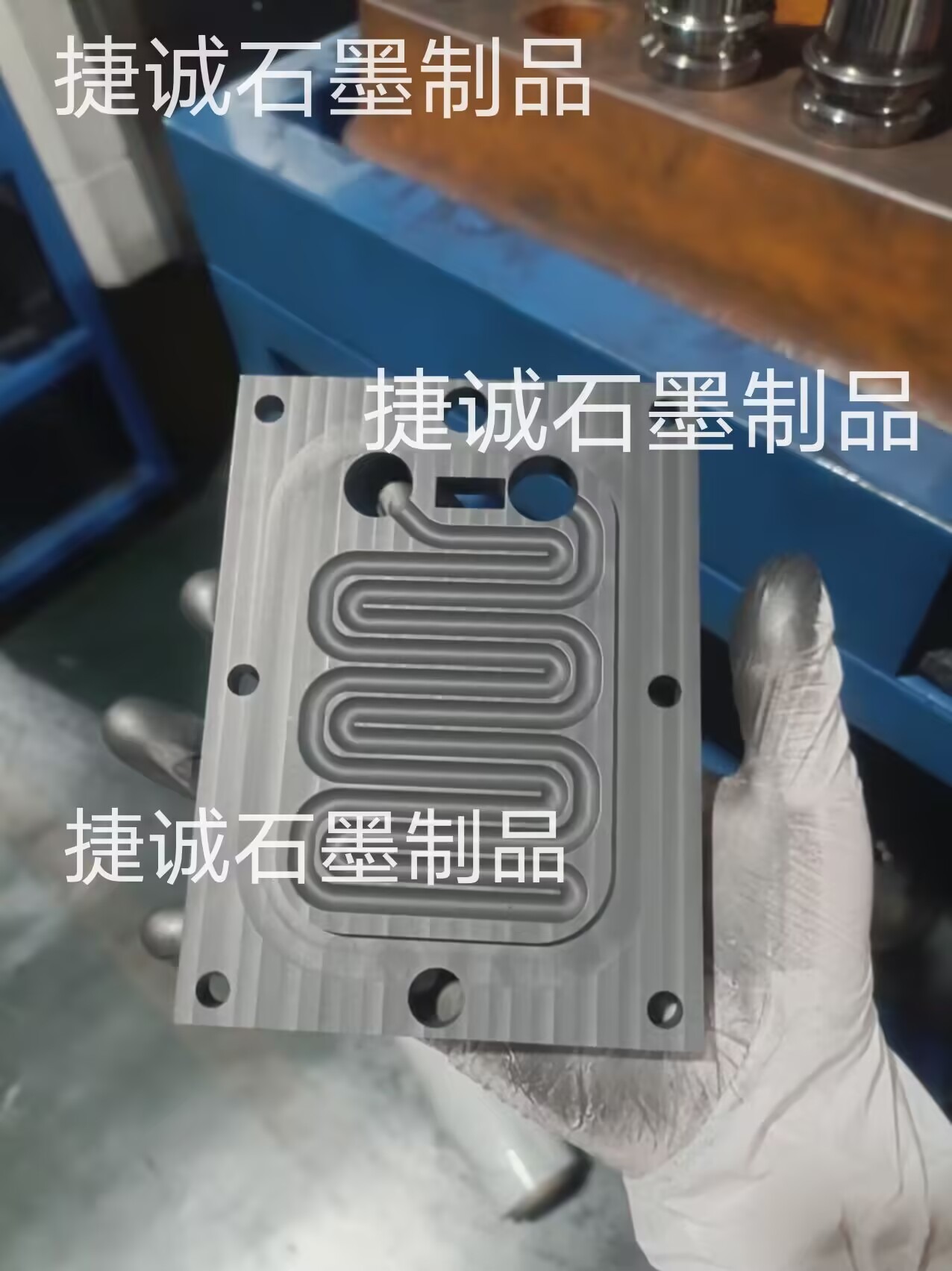
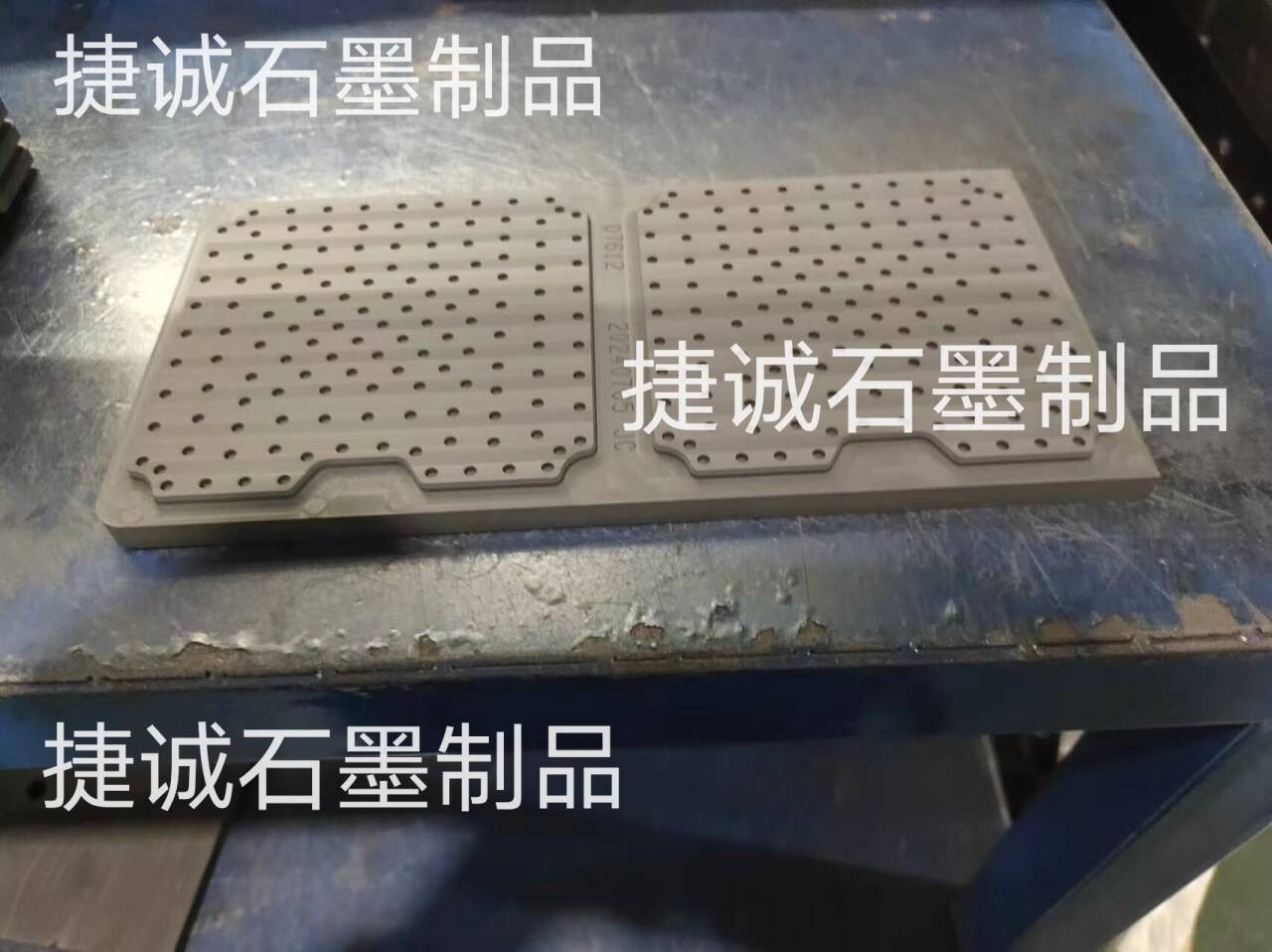
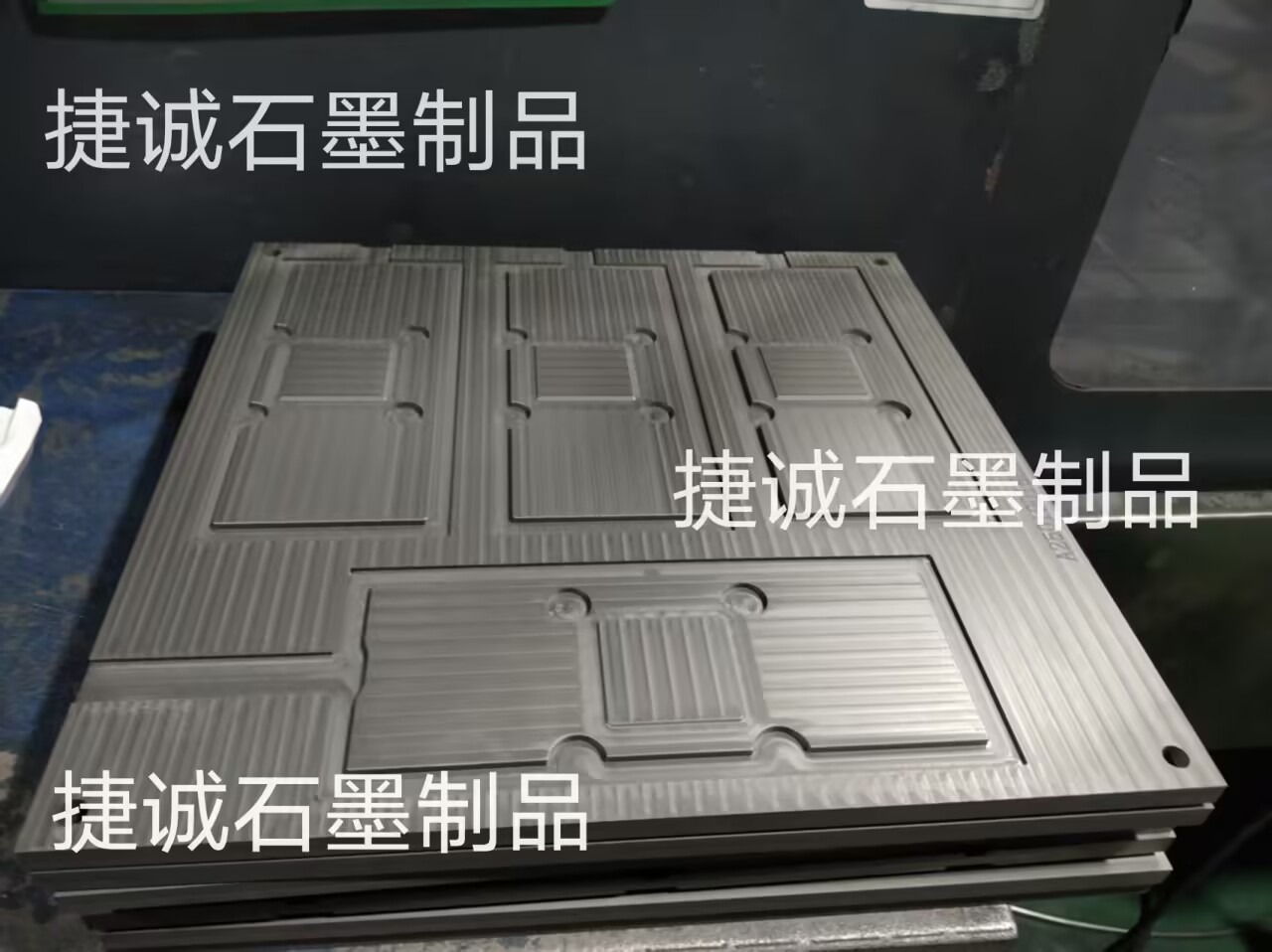
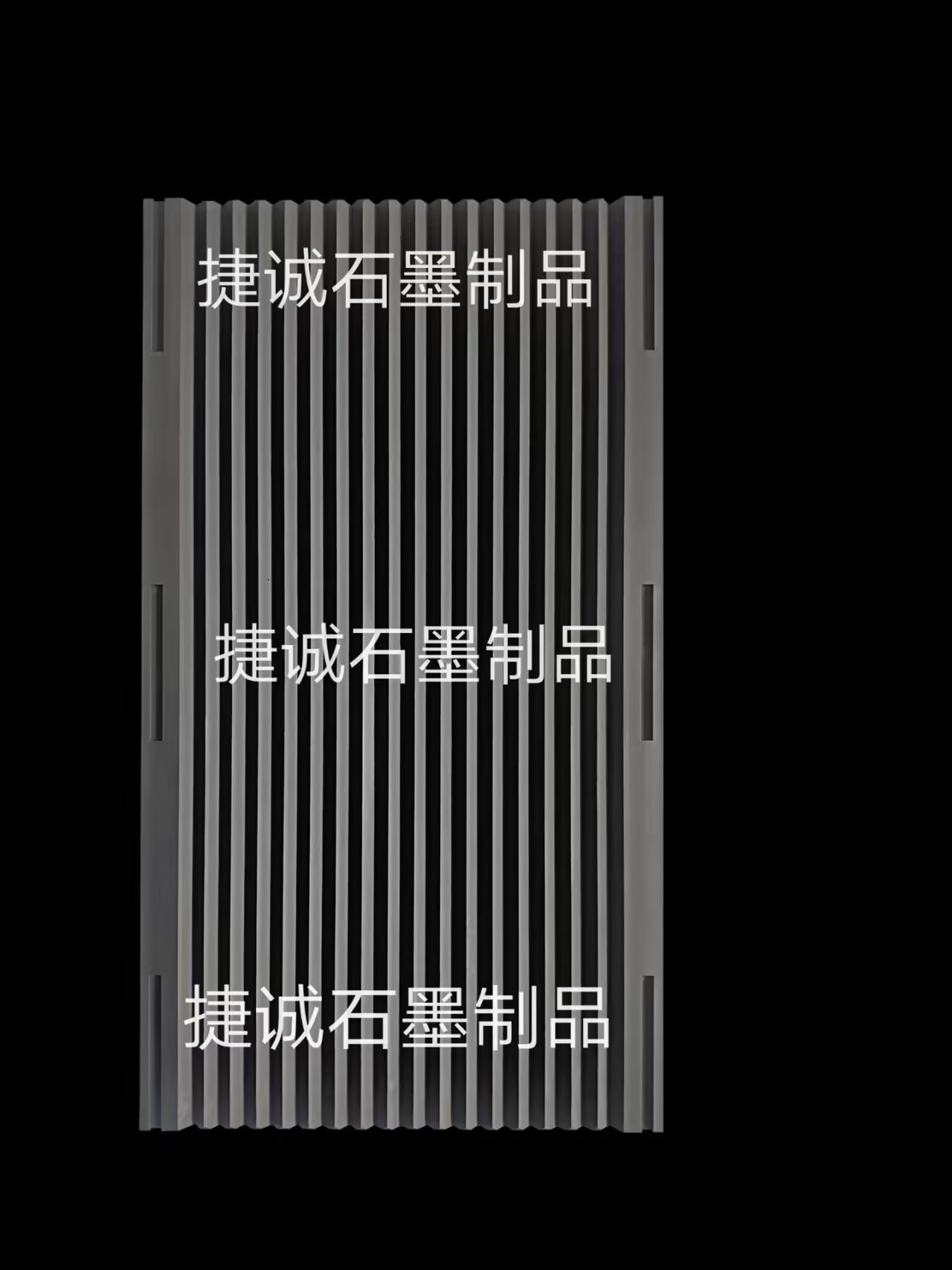
液冷板钎焊石墨模具,水冷板钎焊石墨模具,钎焊石墨模具,埋管冷板钎焊石墨模具,真空钎焊新能源水冷板,真空扩散钎焊石墨工装,液冷板钎焊石墨模具生产厂家
液冷板钎焊石墨模具的工作环境涉及高温、高压、氧化性气氛及杂乱热应力等多重应战,需经过资料、工艺及结构优化保证其性能与寿数。以下从要害环境要素、技术应战及应对战略展开剖析:
一、工作环境中心要素
高温环境
温度规模:钎焊温度通常为800℃~900℃(如银基钎料需800℃以上,铜基钎料需850℃~950℃),部分工艺或许超越1000℃。
影响:石墨模具需在此温度下坚持结构稳定性,防止热膨胀、软化或氧化。
氧化性气氛
气氛类型:钎焊炉内或许存在微量氧气(如维护气氛不纯时),或运用含氧助焊剂。
影响:石墨在高温下易与氧气反响生成CO/CO2,导致模具损耗、表面粗糙度添加,甚至结构失效。
机械应力
应力来历:
热应力:模具升温/降温速率不均导致部分应力会集。
安装应力:模具与工件(如液冷板)的安装误差或许引发应力。
影响:应力或许导致模具开裂、变形或流道阻塞。
化学腐蚀
腐蚀源:钎猜中的活性元素(如Ti、Zr)或许与石墨发生界面反响,构成脆性化合物。
影响:下降模具强度,缩短运用寿数。
二、技术应战与危险
热膨胀与尺寸精度
应战:石墨热膨胀系数极低(仅为铜的1/30),但钎焊过程中工件(如金属液冷板)的热膨胀远大于石墨,或许导致模具与工件卡死或密封失效。
危险:流道尺寸误差、走漏危险添加。
高温氧化与损耗
应战:石墨在高温氧化性气氛中易损耗,导致模具厚度削减、流道变形。
危险:需频繁替换模具,添加成本;氧化产品或许污染钎料。
热应力裂纹
应战:快速加热/冷却导致模具内部热应力会集,尤其是薄壁或杂乱流道区域。
危险:裂纹扩展或许导致模具作废或钎焊缺陷。
界面反响与污染
应战:钎猜中的活性元素或许与石墨反响,构成碳化物层,影响模具表面质量。
危险:流道表面粗糙度添加,下降冷却效率。
三、应对战略与优化方向
资料优化
抗氧化石墨:选用抗氧化涂层(如SiC、TiC)或掺杂抗氧化元素(如B、Si),提升石墨在高温下的稳定性。
高纯度石墨:下降杂质含量,削减高温下与钎料的界面反响。
工艺操控
气氛维护:选用真空钎焊或高纯度惰性气体(如Ar、N2)维护,操控氧气含量<10ppm。
温度曲线优化:
缓慢升温/降温(速率≤5℃/min),削减热应力。
均匀加热(如选用多区加热炉),防止部分过热。
钎料挑选:选用活性较低的钎料(如Ag-Cu-Zn),削减界面反响。
结构规划
流道优化:防止锐角、薄壁结构,选用圆角过渡,削减应力会集。
预应力规划:经过预加工应力开释槽,抵消钎焊过程中的热应力。
分体式结构:将模具规划为可拆卸组合件,便于替换磨损部件。
后处理与维护
表面处理:钎焊后对模具进行清洗、抛光,去除氧化层与残留钎料。
定期检测:选用无损检测(如超声、X射线)监控模具内部裂纹与变形。
寿数办理:树立模具运用档案,记载钎焊次数、温度曲线等参数,猜测寿数。
四、典型使用事例
新能源汽车电池包液冷板
环境特色:钎焊温度850℃,维护气氛为99.999%高纯Ar,升温速率3℃/min。
优化办法:选用抗氧化涂层石墨模具,流道壁厚≥3mm,钎焊后模具寿数达50次以上。
5G基站散热器
环境特色:钎焊温度900℃,真空度<10?3Pa,需快速冷却(降温速率10℃/min)。
优化办法:模具资料为等静压石墨,规划应力开释槽,防止裂纹发生。
五、总结
液冷板钎焊石墨模具的工作环境极为苛刻,需经过资料、工艺与结构的协同优化应对高温、氧化、应力等应战。要害战略包括:
抗氧化涂层与高纯度资料:提升高温稳定性。
准确的气氛与温度操控:削减氧化与界面反响。
流道与结构优化:下降应力会集。
寿数办理与后处理:保证模具长时间可靠性。
经过以上办法,可显著提升模具的钎焊质量与运用寿数,满足液冷体系对高精度、高效率的需求。
-
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家