VC扩散焊接硅锭切割用碳冶具,VC石墨模具,VC烧结石墨模具,烧结石墨模具,高纯石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
VC松散焊接硅锭切开用碳冶具的设备要求及技术规范,结合行业规范和实践使用场景拾掇:
一、工艺布景与中心要求
VC松散焊接原理
通过真空/惰性气体保护环境中,施加高温(一般≤母材熔点80%)和压力(5~50MPa),使硅锭与碳冶具界面原子松散构成冶金结合。需严峻操控温度梯度(≤3℃/min)和真空度。
碳冶具功能定位
作为硅锭切开的固定载体,需接受高温(≥1600℃)、高压(≥20MPa)及热冲击,一起确保切开过程中硅锭无位移、变形。
二、设备技术规范
1.冶具与设备对接要求
平面度公役:接触面平面度≤0.02mm(避免部分应力会合导致硅锭开裂)。
定位销协作:选用H7/h6过盈协作,确保硅锭与冶具同轴度≤0.1mm。
水冷体系集成:
水道规划需掩盖冶具80%以上受热区域,进水温度≤25℃,流量≥5L/min。
建议运用螺旋式水道(增强换热效率)或预埋铜管(减少热阻)。
2.热膨胀补偿规划
材料匹配:碳冶具需与硅锭CTE(热膨胀系数)匹配,建议挑选各向同性石墨。
空隙操控:设备时预留0.1~0.3mm热膨胀空隙,避免升温后卡滞。
3.传感器与监测布局
温度监测:
每200mm2设置1个K型热电偶,深度嵌入冶具外表2~3mm(呼应推迟≤0.5s)。
压力监测:选用压电式传感器(精度±0.5%),布置于硅锭-冶具接触面边际对称方位。
三、安全操作规范
防火防爆方法
设备防火阀(动作温度≤65℃),与PLC联动操控,异常时堵截氧气供应。
装备红外热像仪,实时监控冶具外表温度场(温差阈值≤50℃)。
气体处理
真空走漏率需≤1Pa/min(氦质谱检漏法)。
保护气体(Ar/N2)纯度≥99.999%,流量操控精度±1%。
应急防护
设置双回路冷却水体系,装备UPS电源(续航≥30min)。
设备防爆膜(决裂压力≤30MPa),避免超压导致设备损坏。
四、质量操控与验证
设备前检测
冶具外表粗糙度Ra≤0.8μm(避免硅锭划伤)。
三坐标测量仪校验冶具要害标准(如定位孔方位度≤0.05mm)。
焊接后验证
金相剖析:界面松散层厚度需均匀(动摇≤10%),无未焊透或孔洞。
剩下应力检测:选用X射线衍射法,外表应力≤50MPa(避免后续切开崩边)。
五、保护与晋级建议
周期性保护
每50次焊接后查看冶具裂纹(浸透检测灵敏度≥0.1mm)。
水道清淤:运用超声波清洗+高压氮气吹扫(周期≤3个月)。
技术晋级方向
引入纳米涂层(如SiC涂层)进步冶具寿数(估计延伸30%)。
数字化改造:增加AI视觉体系,实时猜测冶具变形趋势。
以上要求归纳了松散焊设备制造商(如日本真空技术株式会社)、半导体材料企业(如中环股份)及科研院所(如中科院上海硅酸盐研究所)的技术规范,实践设备需依据具体设备类型(如VC-500型松散焊机)调整参数。
-
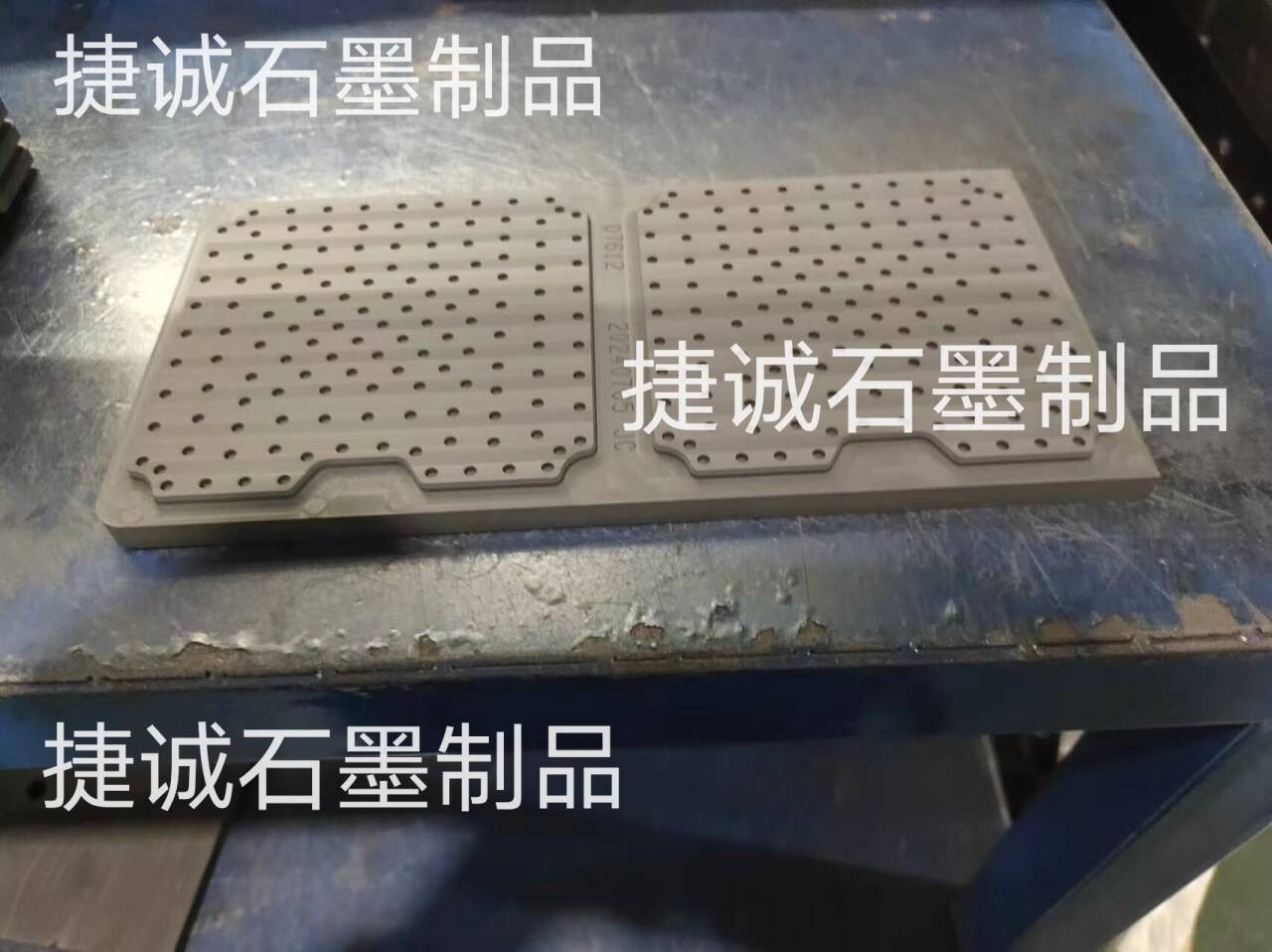
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
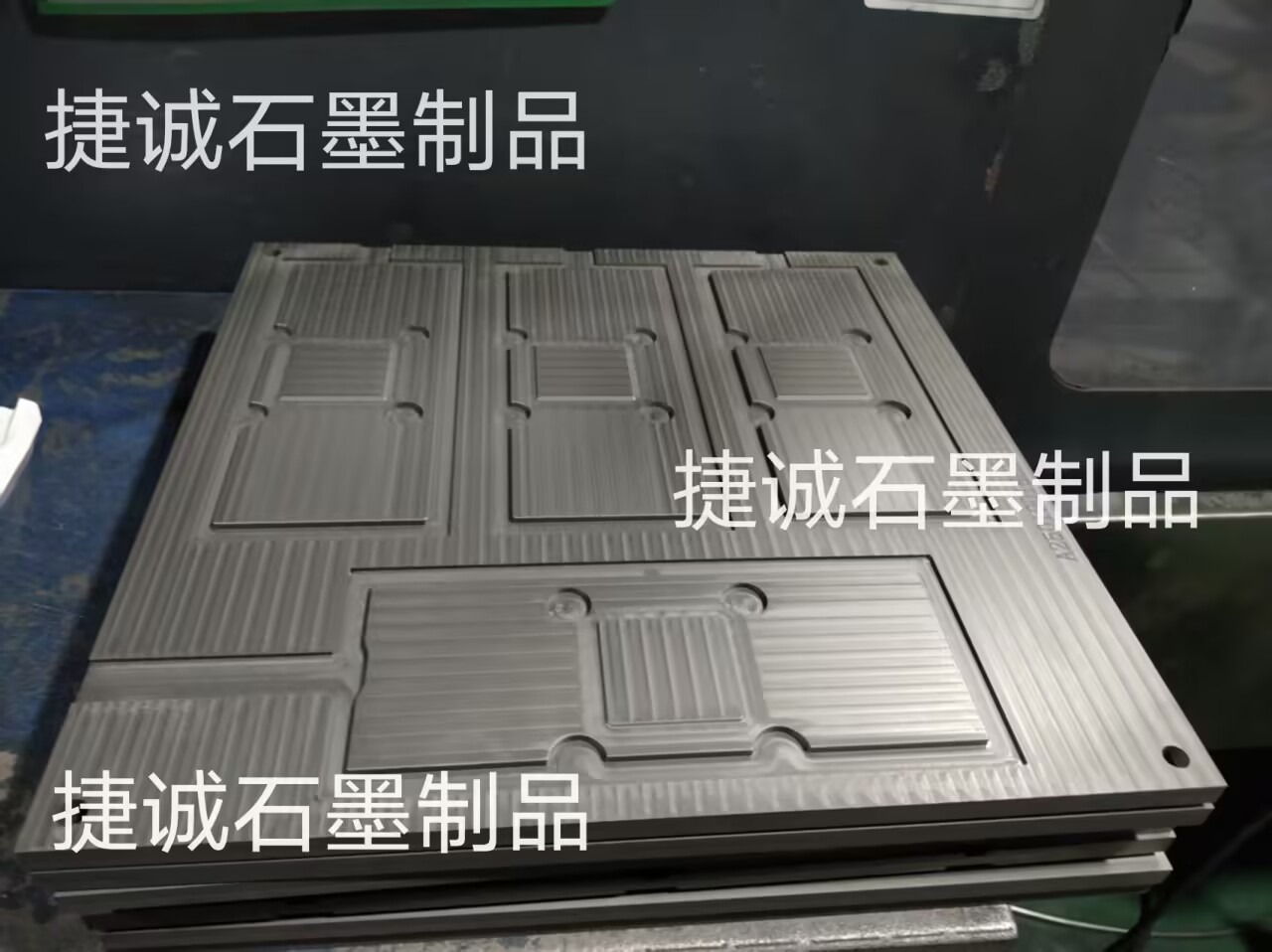
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家