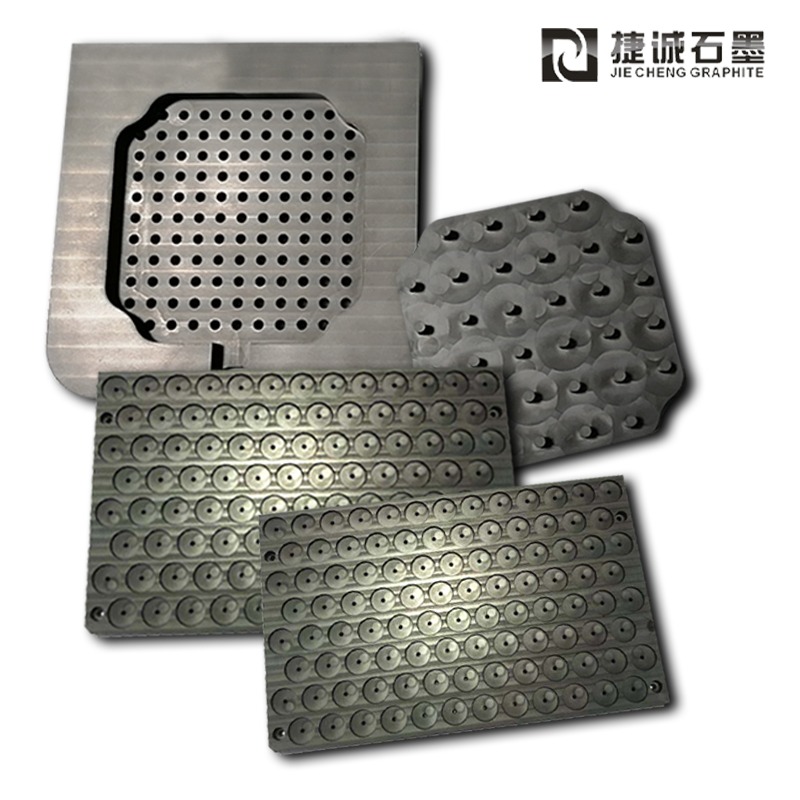
焊接石墨模具,烧结石墨模具,高纯石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家,石墨治具
焊接石墨模具的维护
焊接后清洁:防止焊渣残留 “侵蚀” 模具
每次运用后,用软质尼龙刷(硬度≤邵氏60)清除外表焊渣,缝隙处用超声波清洗(40kHz,30分钟);若有焊锡粘连,用300℃热风吹软后悄悄剥离,禁止用金属工具刮擦(防止损害外表)。
定时检查:要点关注微裂纹和尺度变化
每运用50次后,用荧光渗透剂检测模具外表(灵敏度≥2级),任何长度>0.1mm 的裂纹都需符号(累计长度超3mm 应作废);用激光干涉仪复测平面度(偏差超 0.05mm/m 需返厂修磨)。
储存规范:干燥洁净,防止受潮氧化
搁置石墨模具需存放在干燥柜(湿度40%-60%),防止接触腐蚀性气体(如焊接车间的臭氧、烟气);长期存放(>1个月)前,需在200℃烘箱中烘干2小时,去除吸附的水汽。
-
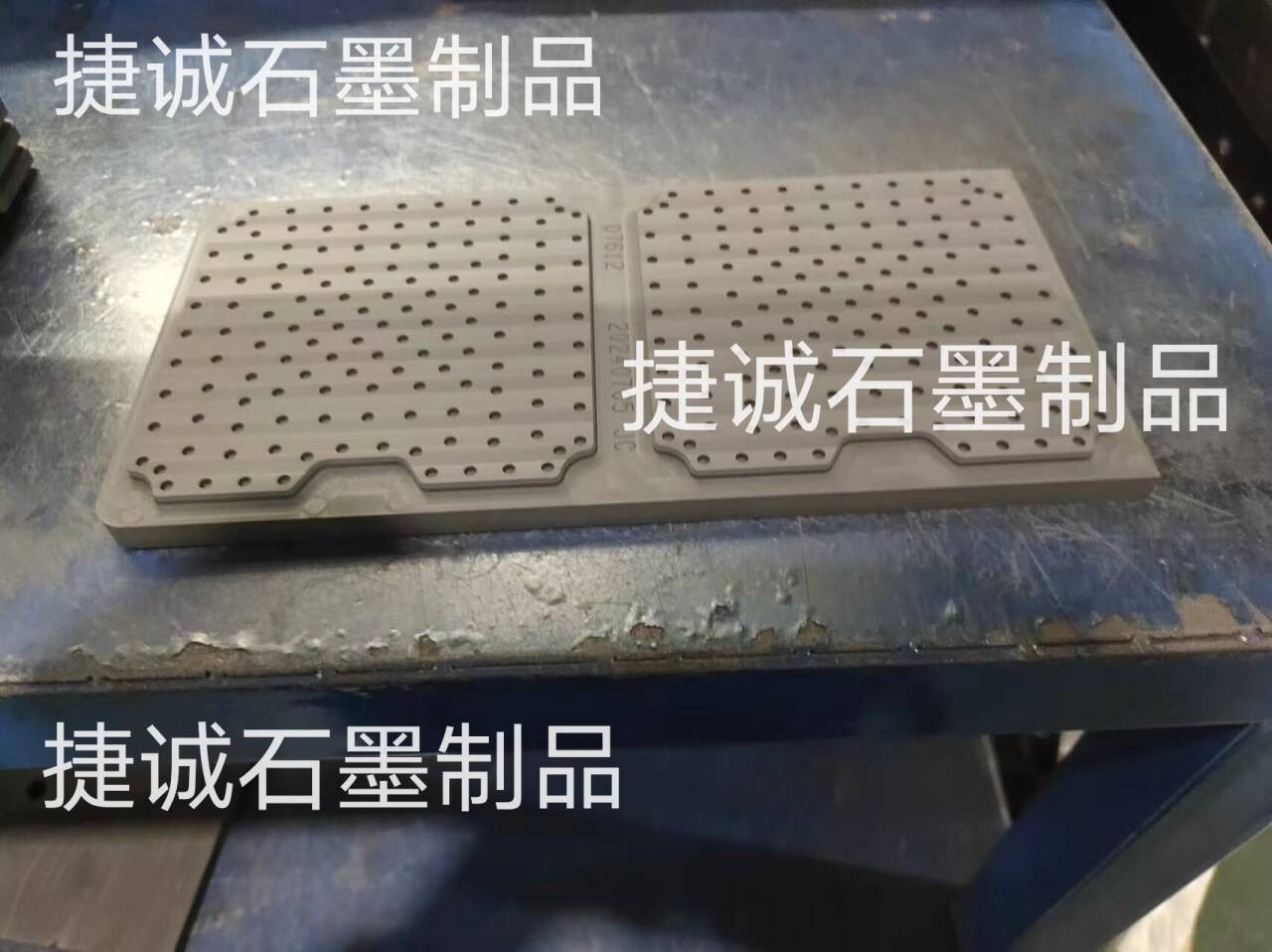
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
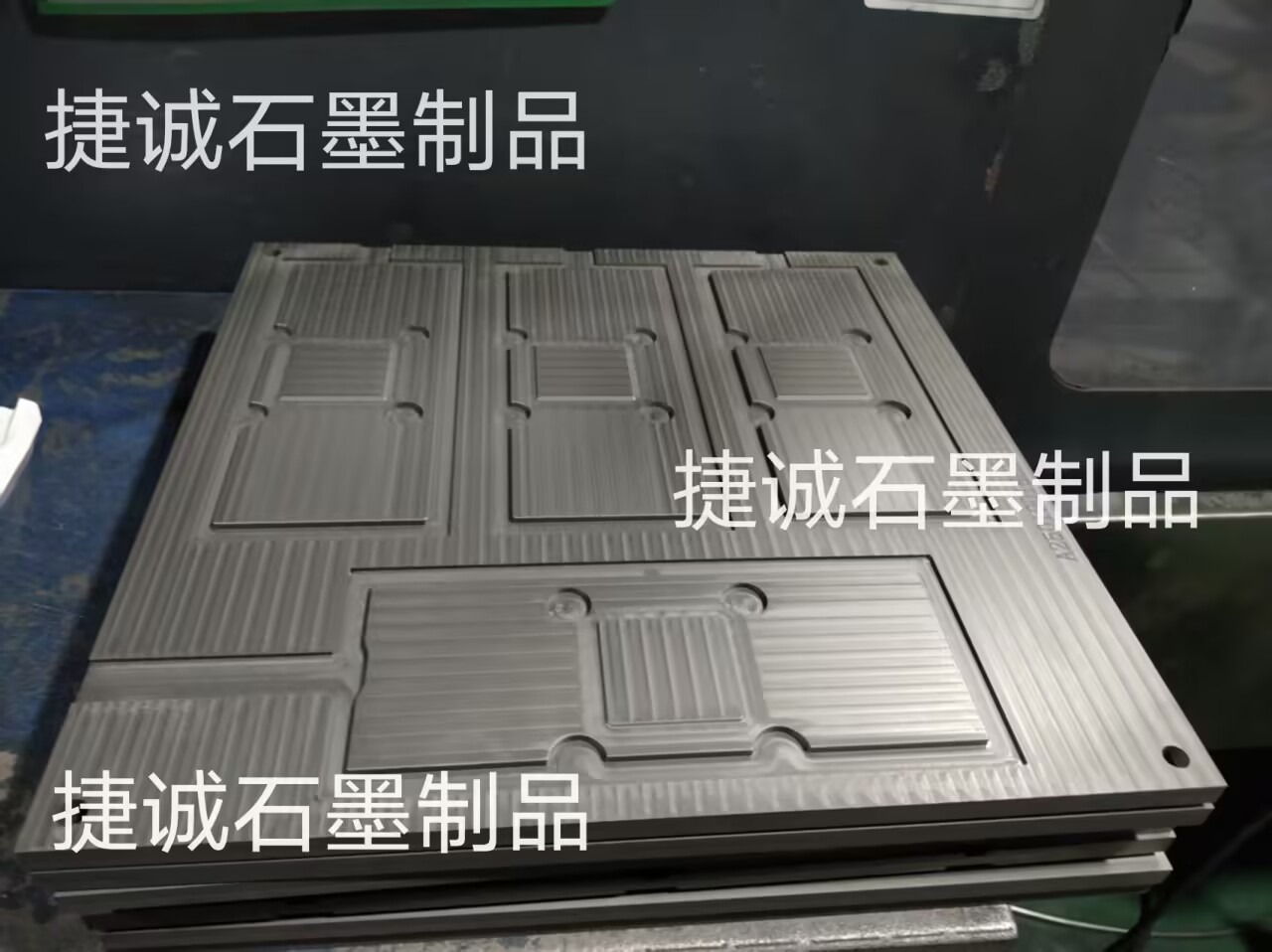
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

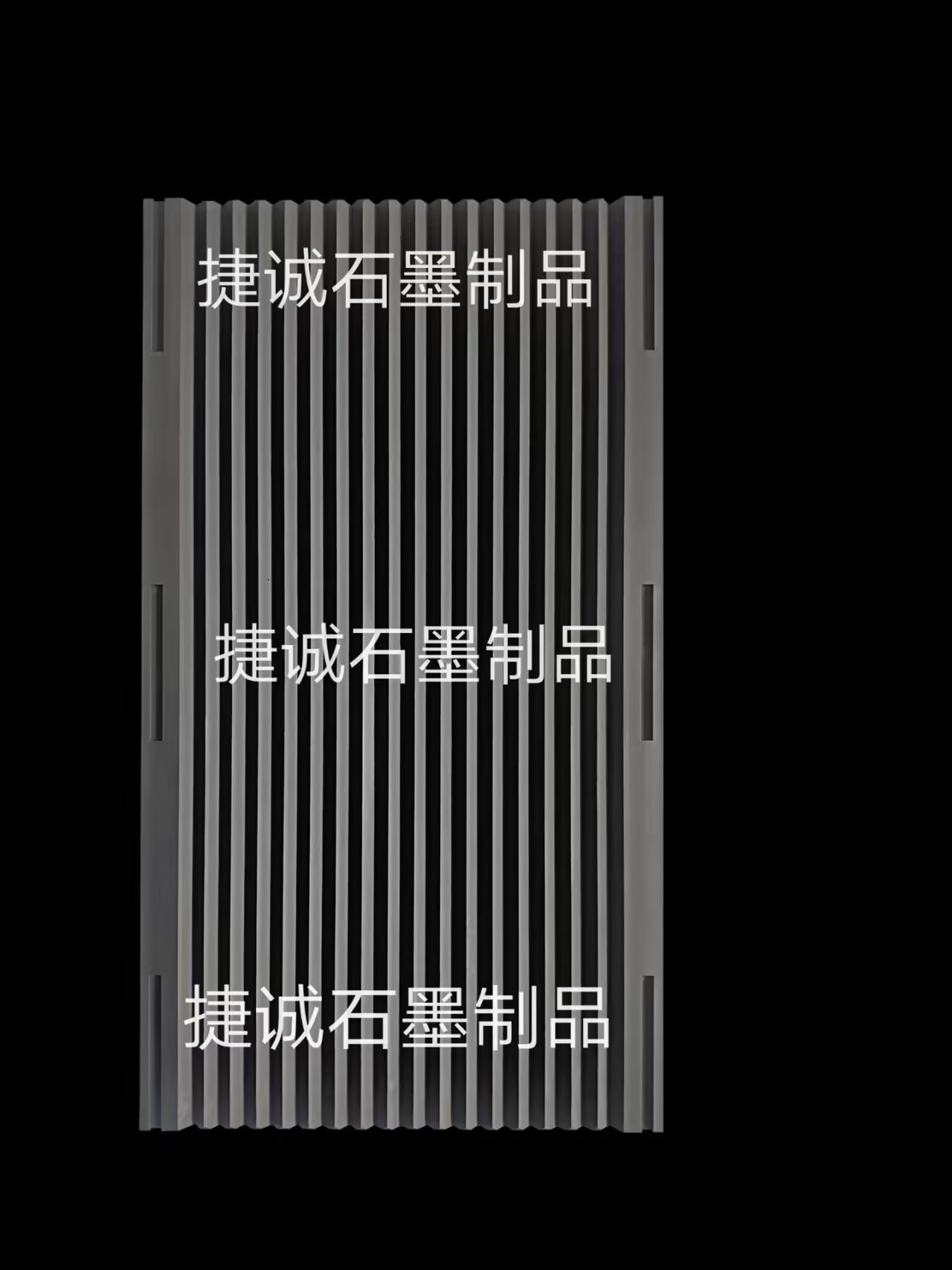
V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家