焊接石墨模具,烧结石墨模具,石墨模具,石墨治具,高纯石墨模具,石墨夹具,石墨模具加工,石墨模具加工厂,石墨模具生产厂家
焊接石墨模具的4大选型要点:避开焊接模具 “短寿” 陷阱
材质纯度:固定碳≥99.9%,杂质是 “焊缝杀手”
焊接模具的固定碳含量直接影响焊缝纯度:99.9%纯度的石墨,铁、硅等杂质≤50ppm,在1000℃下挥发物≤0.005%;而99.5%纯度的石墨,杂质达500ppm,挥发物污染可能导致焊缝强度下降20%。检测方法:要求厂家提供第三方纯度陈述(如SGS的 ICP-MS剖析),要点核查 Fe、Si、Al 含量(均≤10ppm)。
加工精度:定位公役≤±0.01mm,保证焊接对准
模具的定位销、焊缝型腔需用五轴加工中心(定位精度±0.001mm)加工,保证工件安装偏差≤0.01mm(偏差超0.02mm 会导致焊缝错位)。外表粗糙度 Ra≤1.6μm(削减工件划伤),平面度≤0.02mm/m(避免部分间隙影响焊接压力)。某测验显示,精度达标的模具,焊接接头的尺寸一致性是一般模具的3倍。
抗氧化处理:涂层或浸渍,延长高温寿数
在空气或弱氧化气氛焊接(如激光焊接)中,模具需做抗氧化处理:
高温焊接(>800℃):选 SiC 涂层(厚度5-10μm,附着力≥8MPa),1000℃氧化失重≤0.03%/100h;
中低温焊接(<800℃):用树脂浸渍(孔隙率从5%降至1%),成本仅为涂层的 1/3。未处理的石墨模具,在空气焊接中寿数仅50次,而涂层处理后可达200次以上。
未处理的石墨模具,在空气焊接中寿数仅50次,而涂层处理后可达200次以上。
结构规划:“随形 + 导流”,贴合焊接工艺
优异的焊接模具规划需:
随形冷却:依据工件形状规划石墨导流槽(宽2-5mm),加快焊缝散热;
压力缓冲:在受力部位设置0.1mm厚的弹性石墨层(硬度50ShoreA),避免刚性接触导致工件压伤;
减重规划:非受力区做镂空处理(减重30%),便于自动化转移。
-
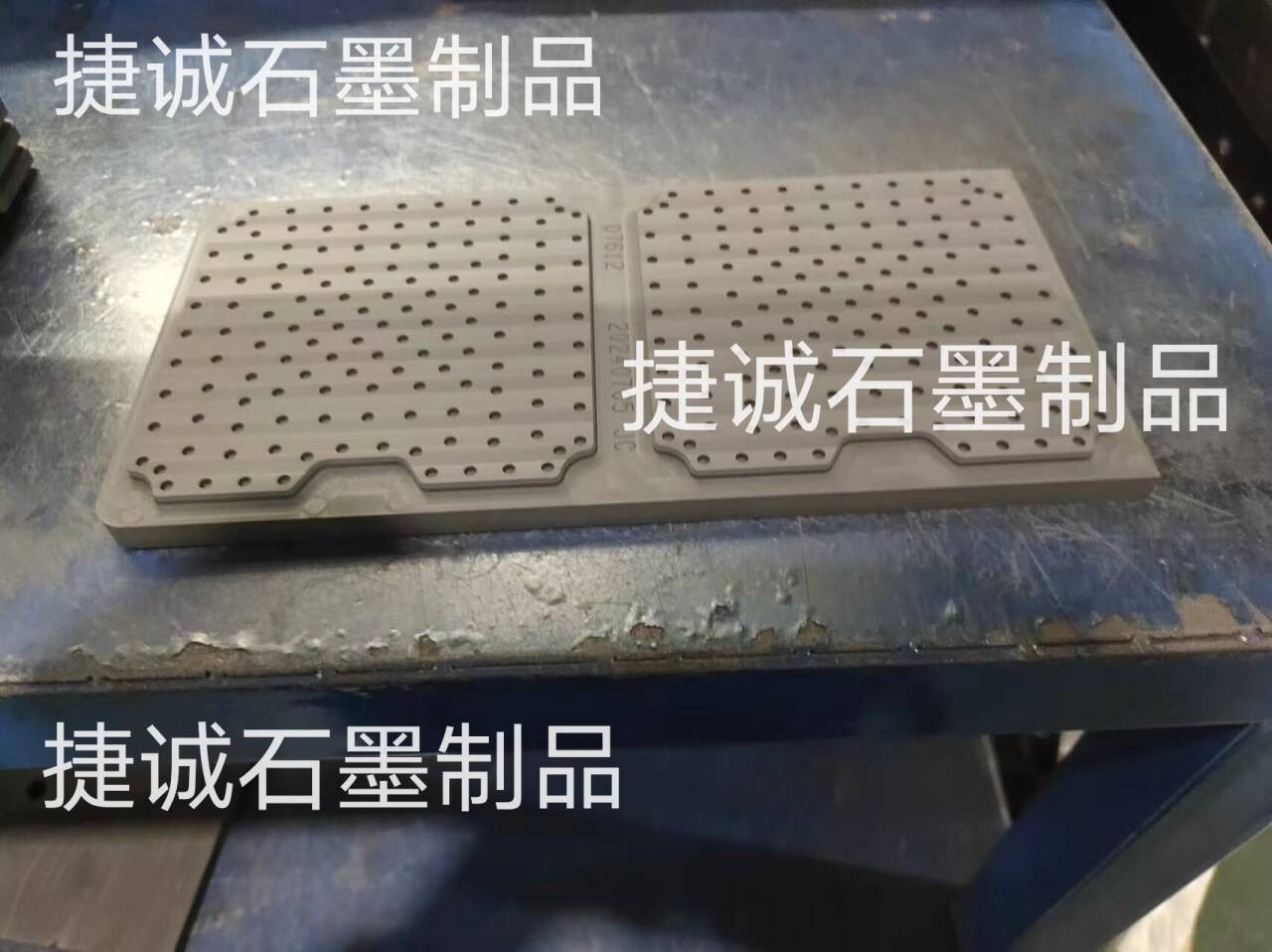
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
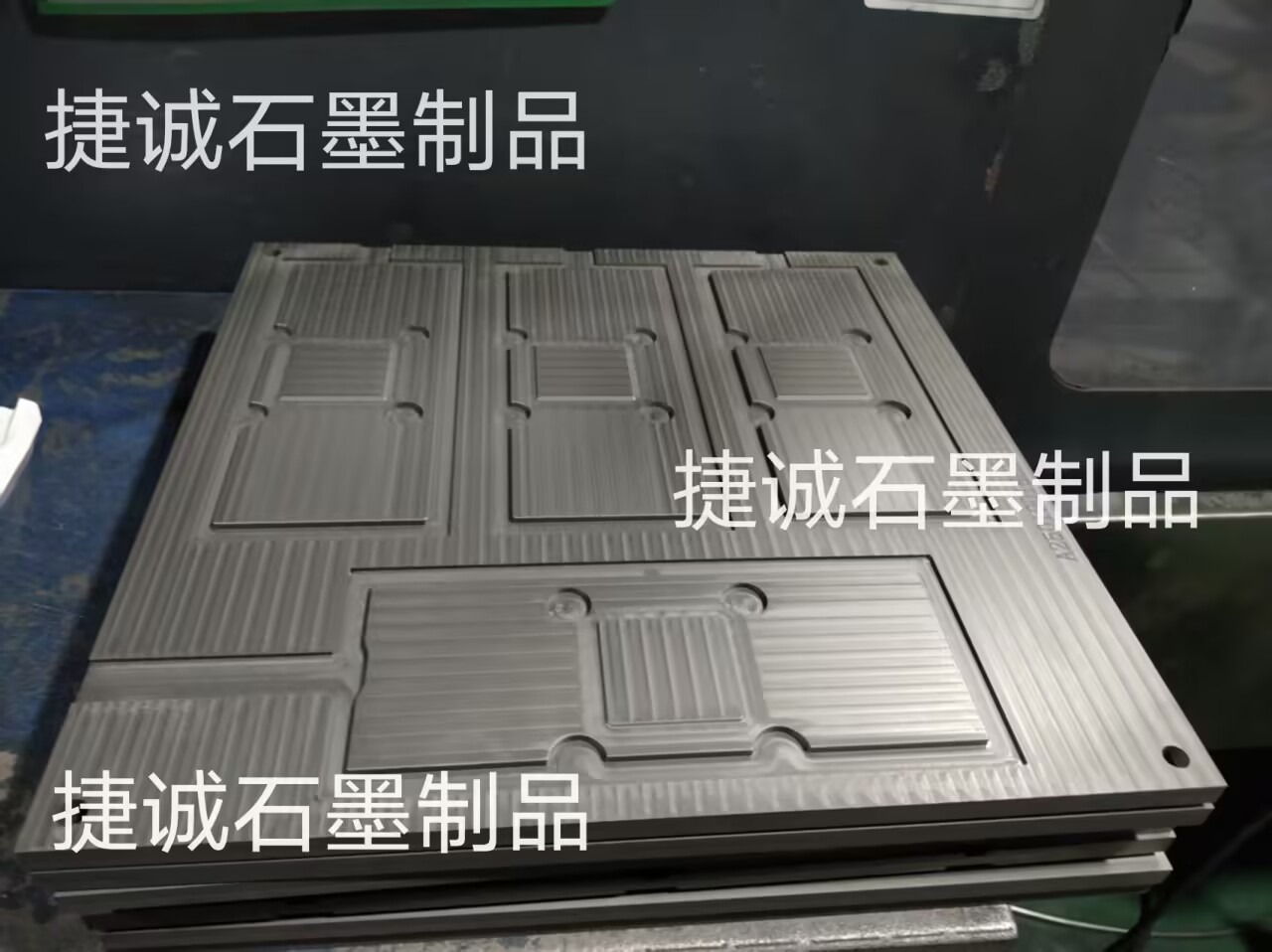
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
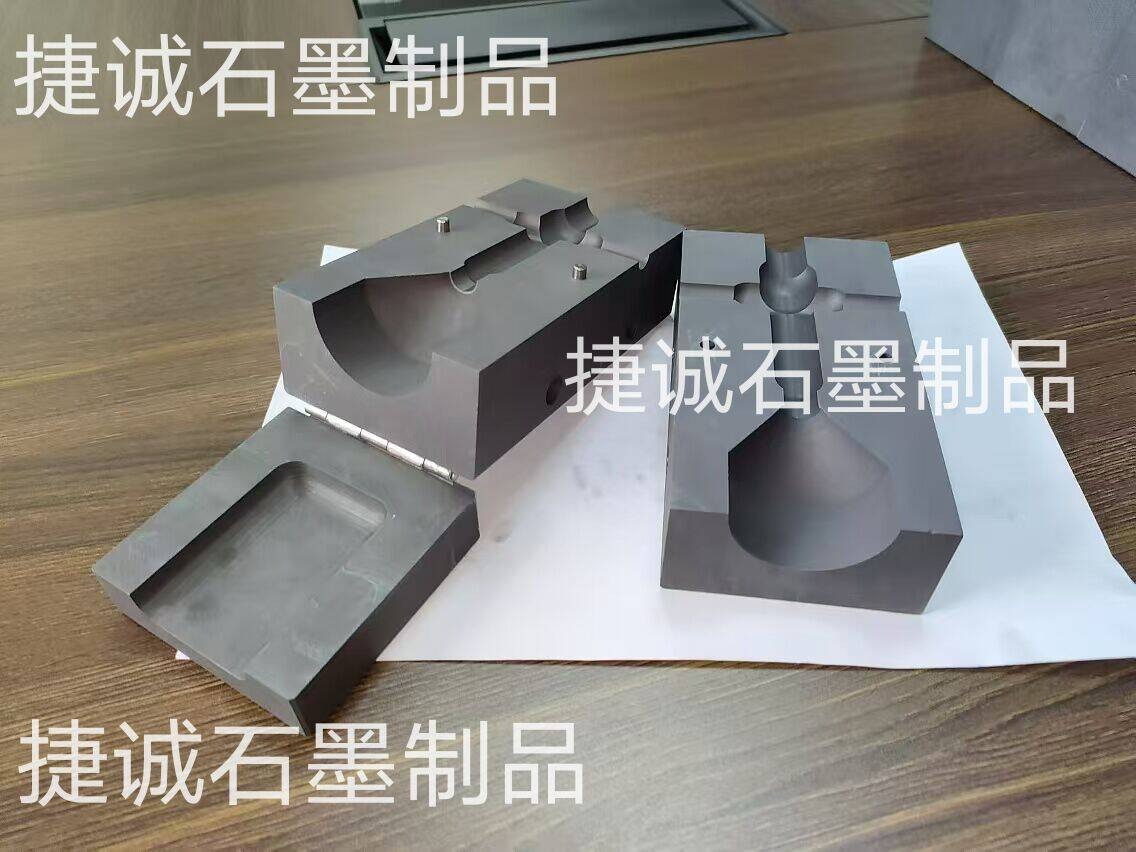
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家