石墨模具,焊接石墨模具,烧结石墨模具,石墨治具,石墨夹具,石墨模具加工,石墨治具加工,高纯石墨模具,石墨模具生产厂家
不同焊接工艺对石墨模具的要求差异明显,需根据温度、气氛、工件原料精准选型:
真空钎焊(航空航天部件,800-1200℃)
中心需求:导热均匀(温差≤5℃)、低蒸发(避免污染真空环境)、高强度(抗工件热膨胀压力)。 适配模具:99.95% 高纯石墨(密度1.88-1.92g/cm3),外表经 SiC涂层处理(抗氧化+耐磨),定位销公役±0.01mm(保证工件对准)。某航天企业用此模具焊接火箭发动机喷管,钎焊层厚度误差≤0.02mm,是金属模具的1/3。
适配模具:99.95%高纯石墨(密度1.88-1.92g/cm3),外表经SiC涂层处理(抗氧化+耐磨),定位销公役±0.01mm(保证工件对准)。某航天企业用此模具焊接火箭发动机喷管,钎焊层厚度误差≤0.02mm,是金属模具的1/3。
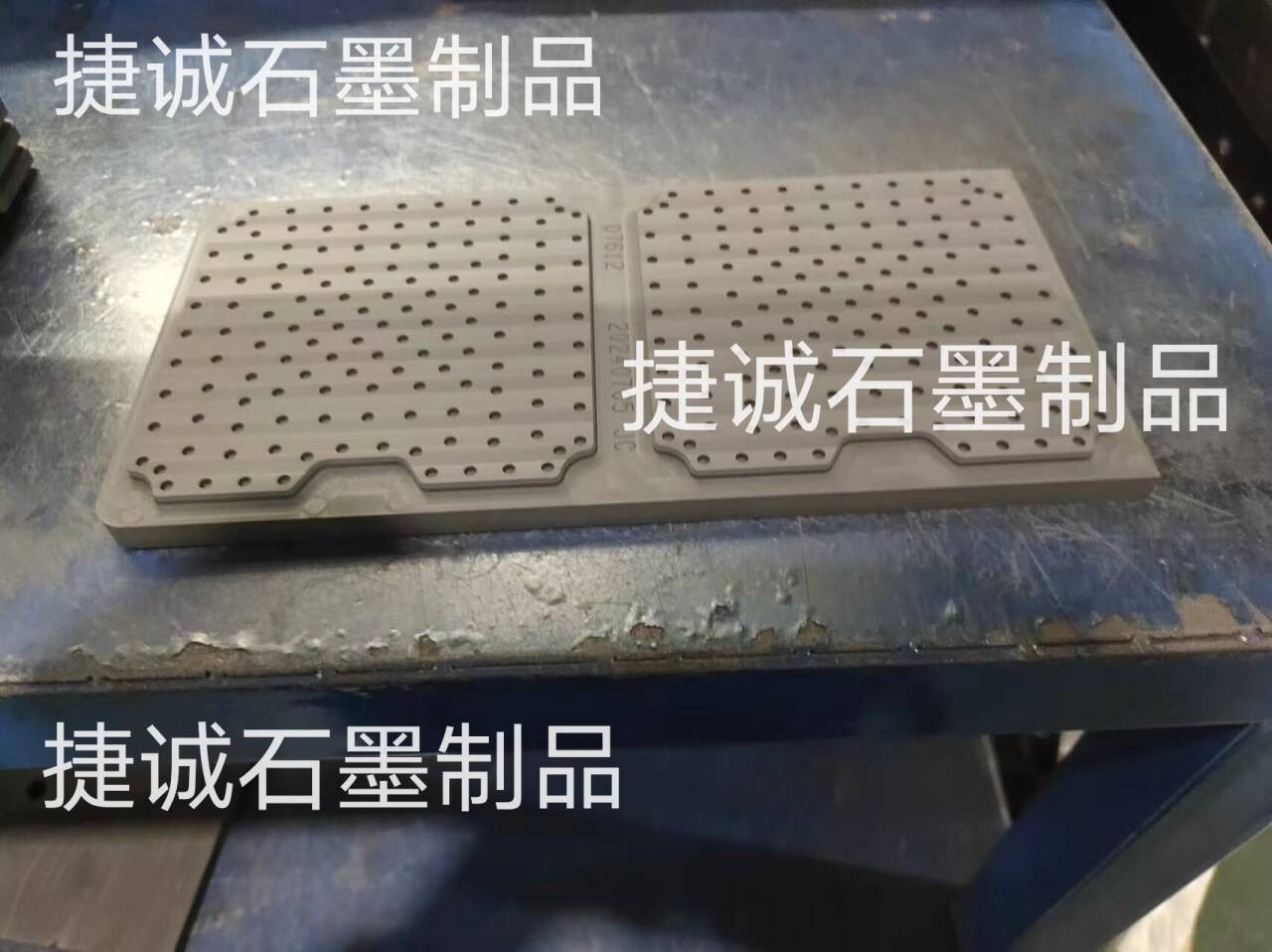
激光焊接(动力电池极耳、汽车车身,室温 - 500℃)
中心需求:外表润滑(Ra≤0.8μm,避免激光反射干扰)、散热快(避免工件局部过热)、轻量化(便于自动化搬运)。 适配模具:中高密度石墨(1.85g/cm3),外表经抛光处理,规划导流槽(宽2mm,深1mm)加速散热。某动力电池厂测验显示,用石墨模具激光焊接极耳,虚焊率从3%降至0.1%,焊接速度提高20%。
适配模具:中高密度石墨(1.85g/cm3),外表经抛光处理,规划导流槽(宽2mm,深1mm)加速散热。某动力电池厂测验显示,用石墨模具激光焊接极耳,虚焊率从 3%降至0.1%,焊接速度提高20%。扩散焊接(高温合金、金属基复合材料,1000-1600℃)
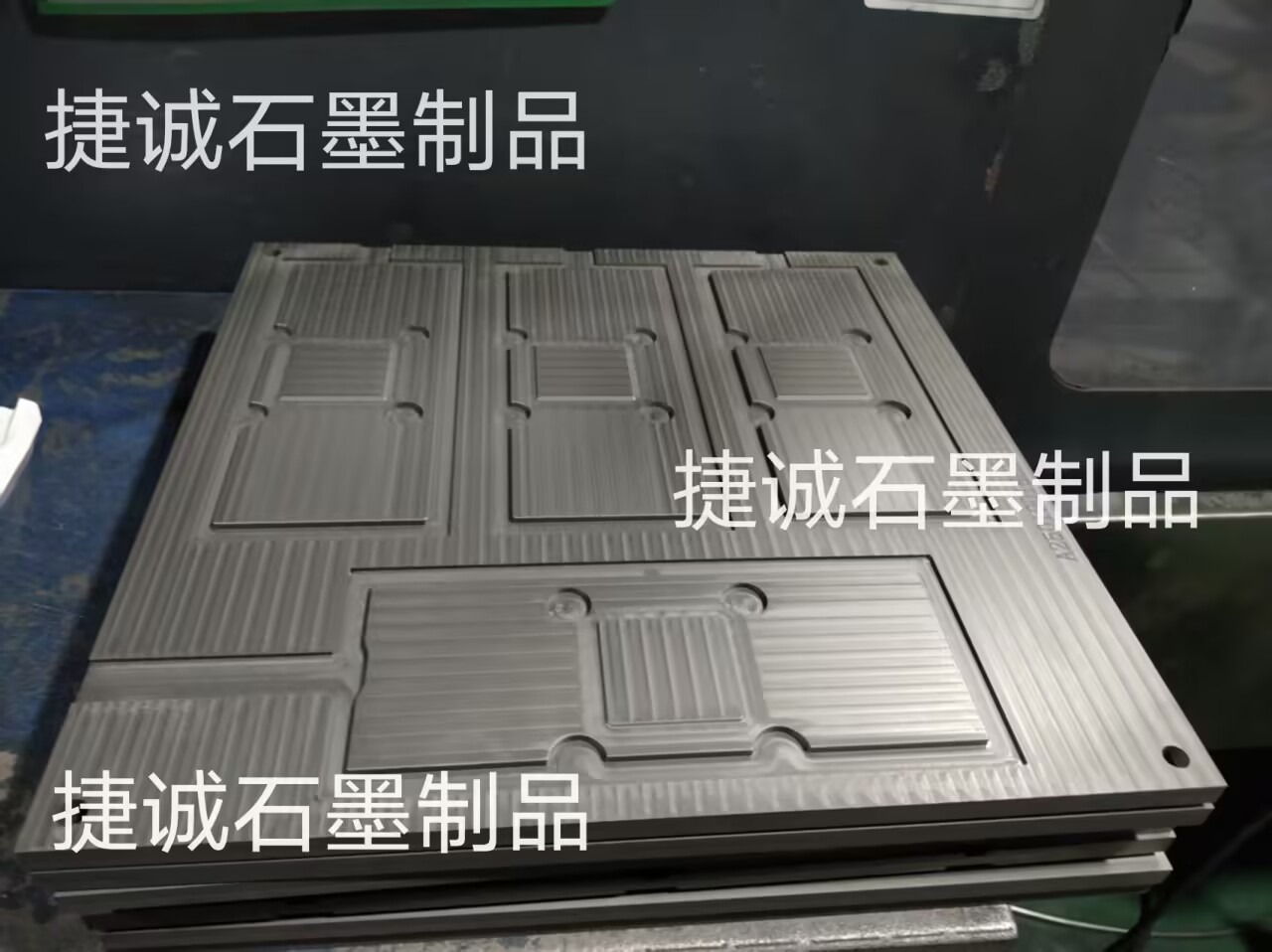
中心需求:高温强度高(1600℃抗折强度≥20MPa)、耐磨性好(接受工件揉捏摩擦)、尺寸安稳(热变形≤0.01mm/m)。 适配模具:高密度石墨(1.9g/cm3)+ 梯度SiC 涂层(厚度8-10μm),工作面硬度≥HV300,能接受5MPa 的焊接压力不变形。某高温合金厂用此模具,扩散焊接的接头强度达母材的95%,比金属模具高10%。
适配模具:高密度石墨(1.9g/cm3)+ 梯度SiC涂层(厚度8-10μm),工作面硬度≥HV300,能接受5MPa 的焊接压力不变形。某高温合金厂用此模具,扩散焊接的接头强度达母材的95%,比金属模具高10%。
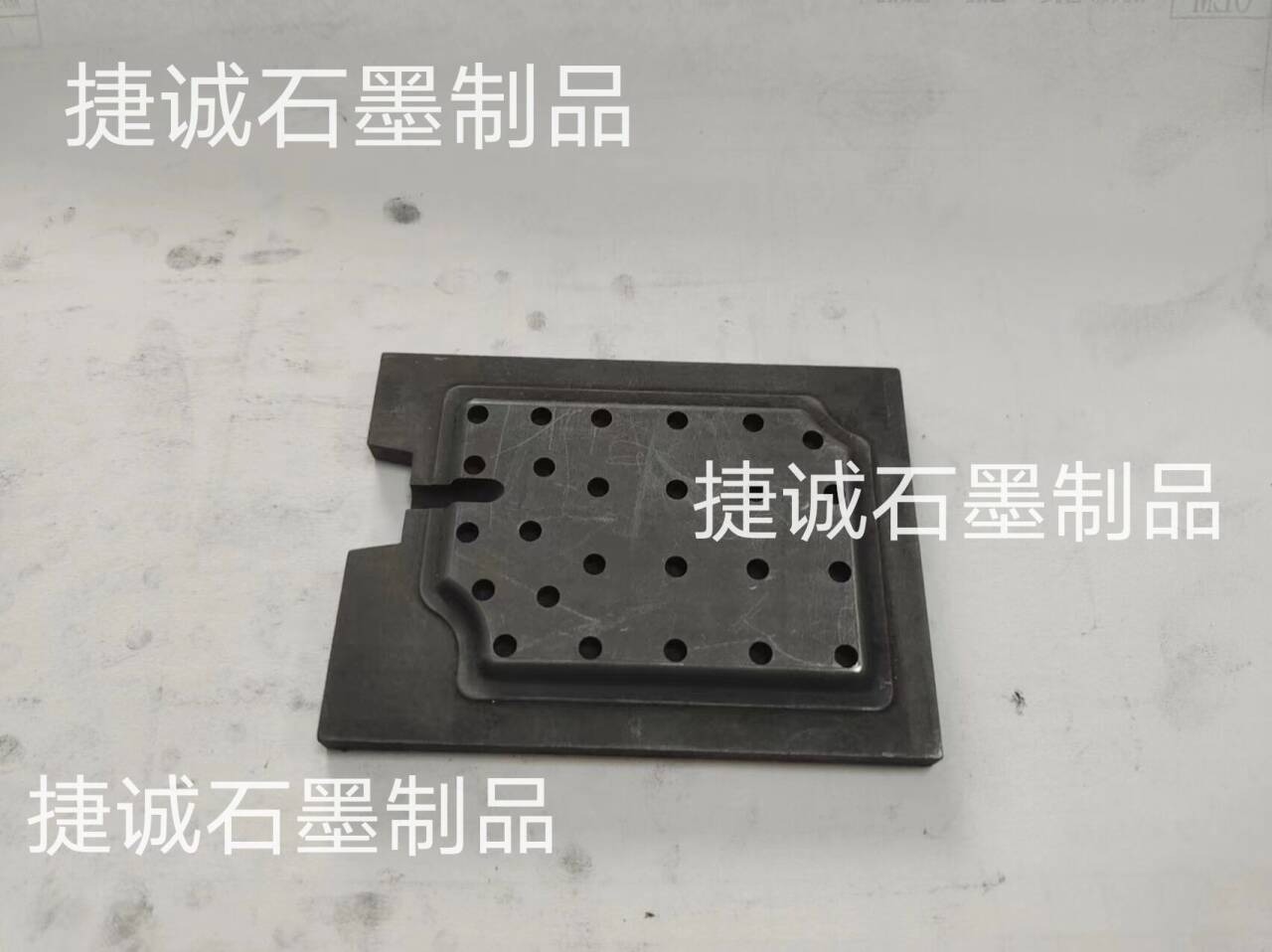
半导体封装焊接(芯片与基板键合,200-400℃)
中心需求:高纯度(固定碳≥99.99%,避免微粒污染)、高精度(定位公役 ±0.005mm)、防粘连(不与焊锡反应)。 适配模具:超高纯石墨 + BN涂层(厚度 3-5μm),选用五轴联动加工,键合区外表粗糙度 Ra≤0.05μm。某芯片封装厂用此模具,键合良率从90%提高至99.5%,单批次削减5000片芯片报废。
适配模具:超高纯石墨+ BN涂层(厚度3-5μm),选用五轴联动加工,键合区外表粗糙度 Ra≤0.05μm。某芯片封装厂用此模具,键合良率从90%提高至99.5%,单批次削减5000片芯片报废。
-
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家