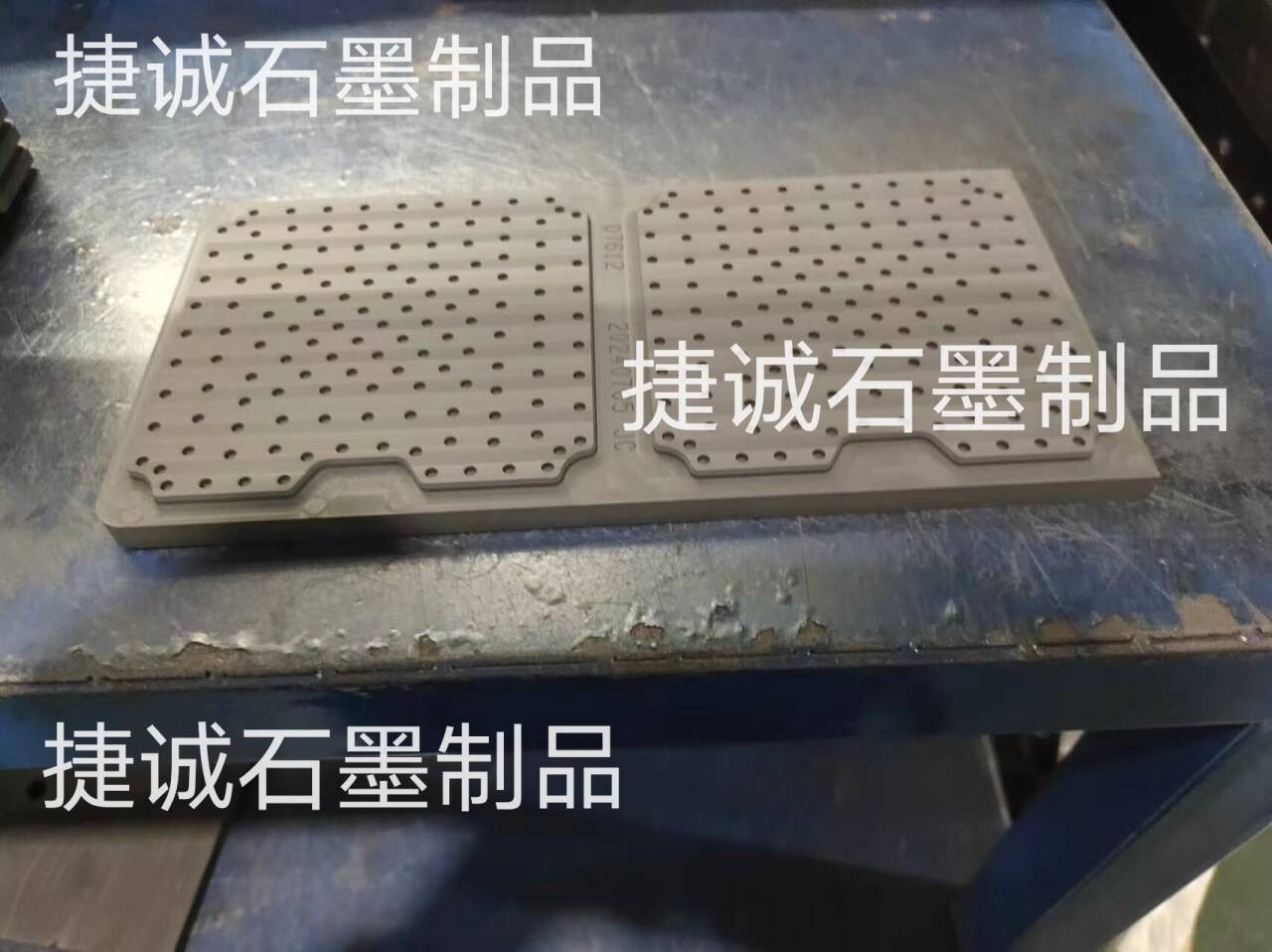
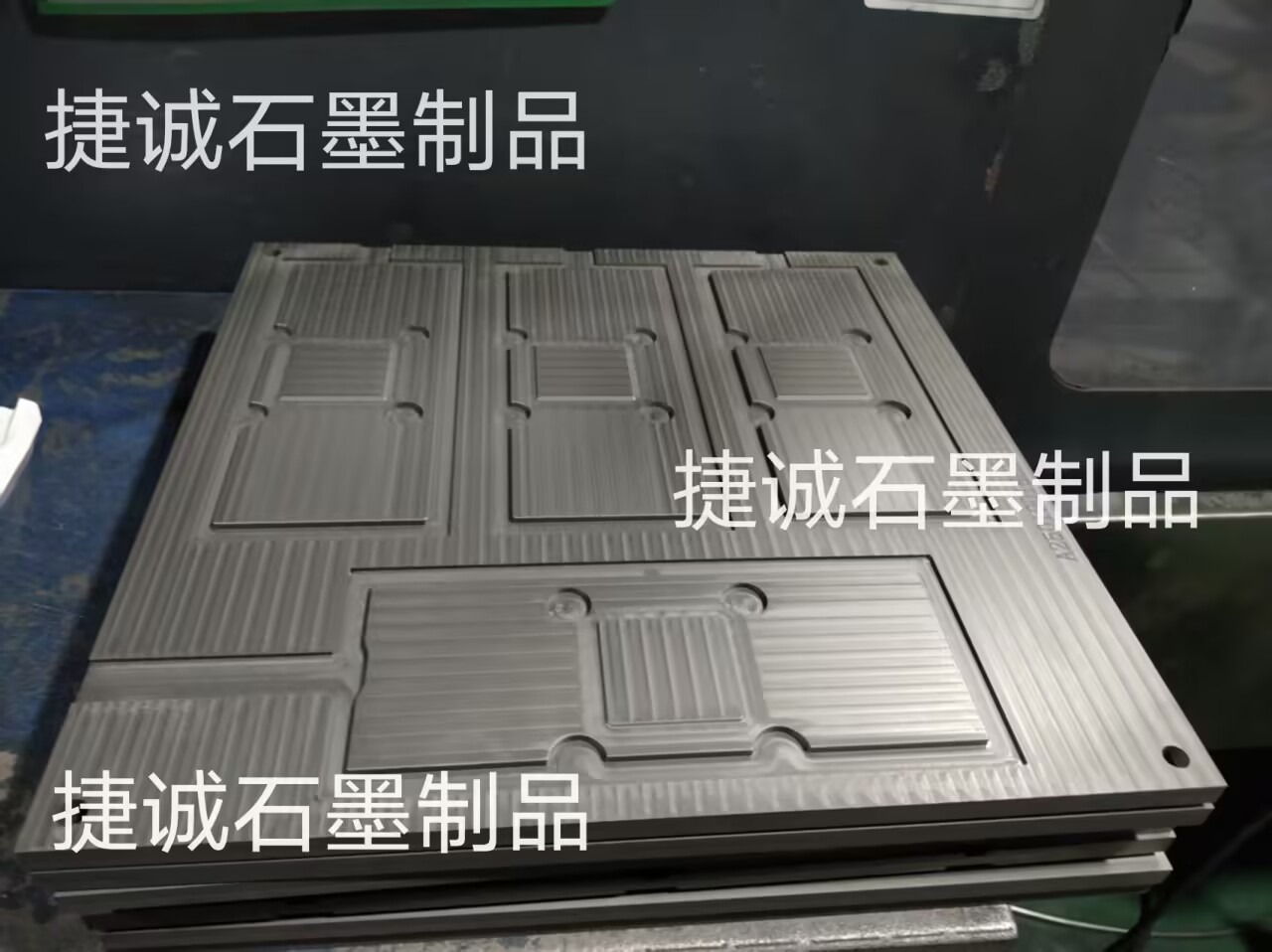
液冷板钎焊石墨模具,GB300AI服务器,水冷板钎焊石墨模具,钎焊石墨模具,真空钎焊模具,钎焊石墨模具生产厂家
液冷板钎焊石墨模具的加热方法
液冷板钎焊石墨模具的加热方法需统筹温度均匀性、升温速率及氧化操控,以下是干流加热方法及其技能特色的全面剖析:
一、干流加热方法及比照
加热方法 技能原理 优势 局限性 适用场景
电阻炉加热 经过电阻丝或加热棒通电发热,传导至模具与工件 - 设备本钱低,操作简练
- 温度操控简略(±5℃) - 升温速率慢(≤5℃/min)
- 部分温差大(±15℃) 小批量出产、实验室查验
感应加热 使用电磁感应在模具内部发生涡流发热 - 升温速率快(≥20℃/min)
- 部分加热精准
- 能量功率高 - 设备本钱高
- 模具需导电性(石墨需辅佐导电层) 薄壁结构、快速钎焊
真空炉加热 在真空环境中经过电阻或辐射加热 - 氧化操控极佳(氧含量<1ppm)
- 温度均匀性高(±3℃) - 设备贵重(超百万级)
- 升温周期长(2~4h) 高精度液冷板、航空航天级产品
燃气炉加热 经过天然气或丙烷燃烧加热 - 升温速率快(10~15℃/min)
- 本钱较低 - 氧化风险高(需惰性气体维护)
- 温度均匀性差(±20℃) 大规划出产、对氧化不灵敏的工件
激光加热 聚焦高能激光束扫描加热 - 加热速率极快(毫秒级)
- 部分加热精度高(<0.1mm) - 设备本钱极高
- 仅适用于微小区域加热 微通道液冷板、修复焊接
二、要害技能参数比照
升温速率:
感应加热(20~50℃/min)> 激光加热(毫秒级)> 燃气炉(10~15℃/min)> 电阻炉(≤5℃/min)> 真空炉(3~5℃/min)。
影响:快速升温可减少钎料氧化,但需平衡热应力风险。
温度均匀性:
真空炉(±3℃)> 电阻炉(±5℃)> 感应加热(±8℃)> 燃气炉(±20℃)。
影响:均匀性差或许导致液冷板流道变形或钎焊缺陷。
氧化操控才能:
真空炉(氧含量<1ppm)> 惰性气体维护电阻炉(<50ppm)> 燃气炉(需额定维护)> 打开环境(氧化严峻)。
影响:氧化层会下降钎焊强度,影响冷却功率。
三、加热方法选择根据
产品精度要求:
高精度液冷板(如航空航天、5G基站)优先选择真空炉或感应加热。
一般工业液冷板可采用电阻炉或燃气炉。
出产规划:
小批量、多品种:电阻炉或感应加热(灵活性高)。
大规划出产:燃气炉或真空炉(功率与本钱平衡)。
本钱灵敏性:
设备本钱:真空炉(超百万级)> 感应加热(50~100万元)> 电阻炉(10~30万元)> 燃气炉(5~15万元)。
运转本钱:真空炉(能耗高)> 电阻炉(中等)> 燃气炉(最低)。
四、典型事例剖析
新能源轿车电池包液冷板
加热方法:真空炉+感应加热复合工艺
参数:升温速率5℃/min,钎焊温度850℃,保温时间15min。
作用:氧化层厚度<0.1μm,钎焊强度>15MPa,流道规范精度±0.02mm。
5G基站散热器
加热方法:感应加热部分处理+电阻炉整体预热
参数:感应频率20kHz,功率5kW,部分升温至900℃;电阻炉预热至400℃。
作用:加工周期缩短40%,钎焊合格率提升至98%。
五、未来趋势与优化方向
混合加热技能:
结合真空炉与感应加热,完结“整体均匀加热+部分快速升温”,缩短钎焊周期至1h以内。
智能化操控:
经过红外测温与AI算法实时调整加热功率,温度均匀性提升至±1℃。
低本钱真空方案:
开发氮气循环真空炉,设备本钱下降30%,氧含量操控在<10ppm。
六、总结与主张
高精度液冷板:优先选择真空炉或感应加热,牺牲部分本钱沟通质量。
一般工业液冷板:电阻炉+惰性气体维护,平衡本钱与功率。
大规划出产:燃气炉+主动扮装夹系统,下降单位本钱。
中心原则:加热方法需与模具材料、液冷板结构及钎焊工艺深度匹配,防止“一刀切”选择。主张经过试制验证不同加热方法的实际作用,再承认量产方案。
想要了解更多液冷板钎焊石墨模具的内容,可联系从事液冷板钎焊石墨模具多年,产品经验丰富的滑小姐:13500098659。
-
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家