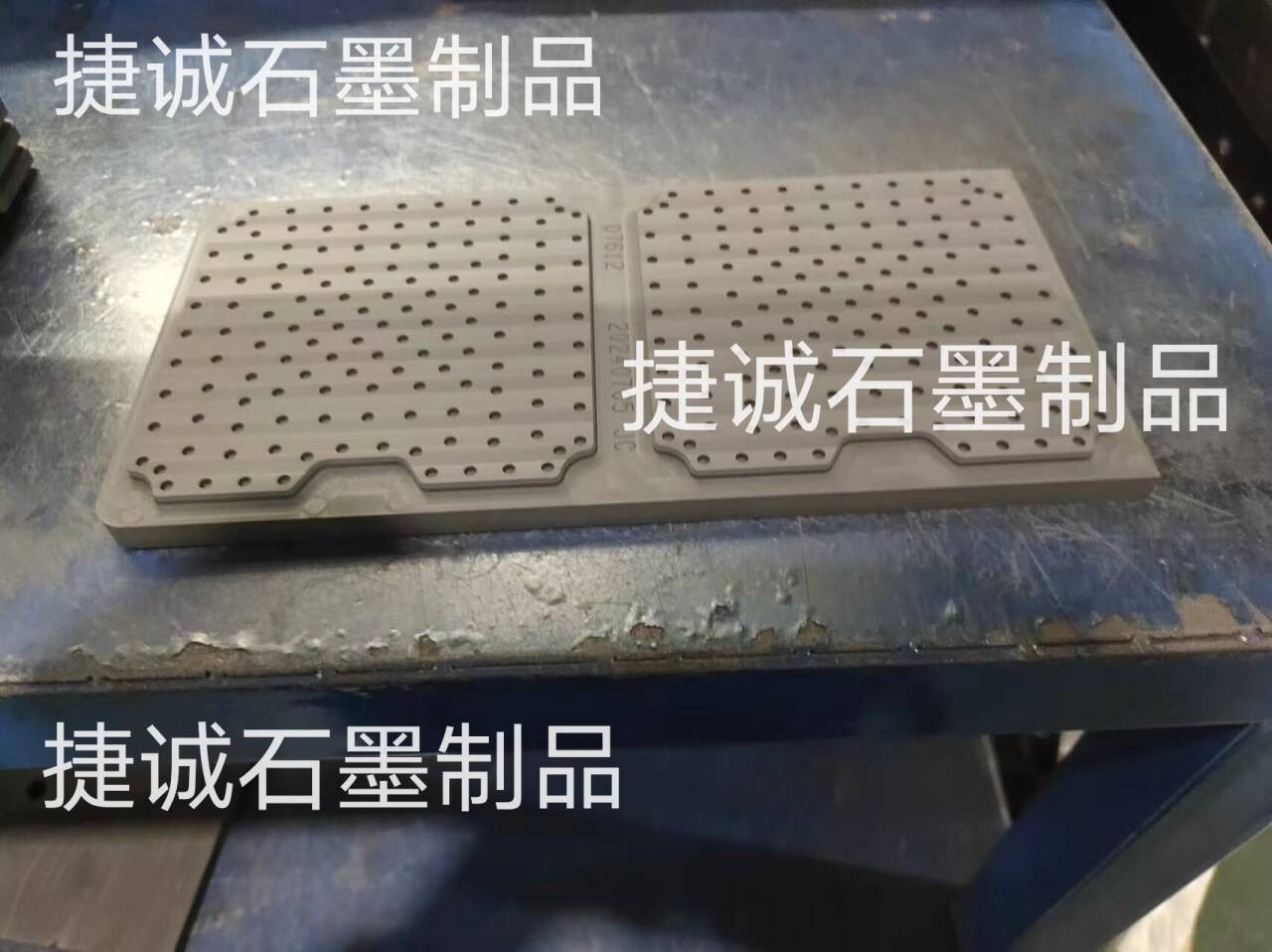
水冷板石墨模具,水冷板钎焊石墨模具,钎焊石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家,水冷钎焊石墨模具生产厂家
水冷板石墨模具的加工功能直接影响其制作功率、成本及终究质量。以下从加工特性、关键工艺、常见问题及优化方向进行全面剖析:
一、加工特性剖析
易切削性
自光滑性:石墨的层状结构使其在切削过程中形成天然光滑膜,削减刀具磨损(刀具寿数延伸30%~50%)。
低切削力:硬度虽高(莫氏硬度1~2),但脆性大,切削力仅为金属资料的1/5~1/3,合适高速加工。
高精度成型能力
尺度稳定性:热膨胀系数极低(仅为铜的1/30),加工后尺度变化小(<0.02%),合适精密流道规划。
表面质量:可加工至Ra0.8~1.6μm,满足钎焊密封面需求。
杂乱结构适应性
深槽加工:石墨的脆性允许直接加工深窄流道(如深径比>5的微通道),无需多次装夹。
薄壁结构:可加工壁厚≤2mm的流道,削减资料糟蹋。
二、关键加工工艺与参数
机械加工
刀具选择:
粗加工:金刚石涂层硬质合金刀具(转速8000~12000rpm,进给0.1~0.3mm/r)。
精加工:聚晶金刚石(PCD)刀具(转速15000~25000rpm,进给0.05~0.1mm/r)。
冷却方式:干式加工或微量光滑(MQL),防止石墨粉尘污染。
电火花加工(EDM)
适用场景:加工杂乱曲面、深窄槽或微孔(直径<0.5mm)。
参数优化:
脉冲宽度:1~10μs(精密加工时缩短至0.1~1μs)。
峰值电流:5~10A(微孔加工时降至1~2A)。
激光加工
优势:非接触加工,无刀具磨损,合适微通道(宽度<0.3mm)或异形孔。
参数:波长1064nm,功率50~200W,扫描速度500~2000mm/s。
三、常见加工问题与解决方案
崩边与裂纹
原因:石墨脆性大,切削力或振荡过大。
解决方案:
选用高速切削(转速≥10000rpm)削减切削力。
运用减振刀柄或优化夹具刚性。
粉尘污染
影响:石墨粉尘易燃爆,危害健康。
解决方案:
配备高效吸尘系统(过滤功率≥99.97%)。
选用封闭式加工或湿式加工(但需后续干燥)。
尺度精度波动
原因:刀具磨损或机床热变形。
解决方案:
定时检测刀具尺度,选用在线补偿技术。
控制机床环境温度(波动<±1℃)。
四、加工功能优化方向
资料改进
复合石墨:掺杂碳化硅或金属颗粒,提高强度与耐性(抗弯强度提高至200MPa以上)。
等静压石墨:各向同性结构,削减加工裂纹危险。
工艺立异
增材制作:3D打印石墨模具,完成杂乱流道一体化成型,削减加工工序。
超声辅佐加工:经过高频振荡下降切削力,提高表面质量(Ra下降至0.4μm以下)。
智能化加工
自适应控制:实时监测切削力与振荡,主动调整加工参数。
仿真优化:经过有限元剖析(FEA)预测加工变形,优化工艺路径。
五、总结
水冷板石墨模具的加工功能具有以下核心优势:
高效性:高切削速度与低刀具磨损,缩短制作周期。
精密性:低热膨胀与高尺度稳定性,保障流道精度。
灵活性:适应杂乱结构加工,削减组装工序。
优化建议:
优先选用PCD刀具与高速加工中心,提高功率与表面质量。
针对微通道或异形结构,结合EDM与激光加工完成高精度成型。
经过复合资料与增材制作技术,突破传统加工限制,进一步提高功能。

-
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
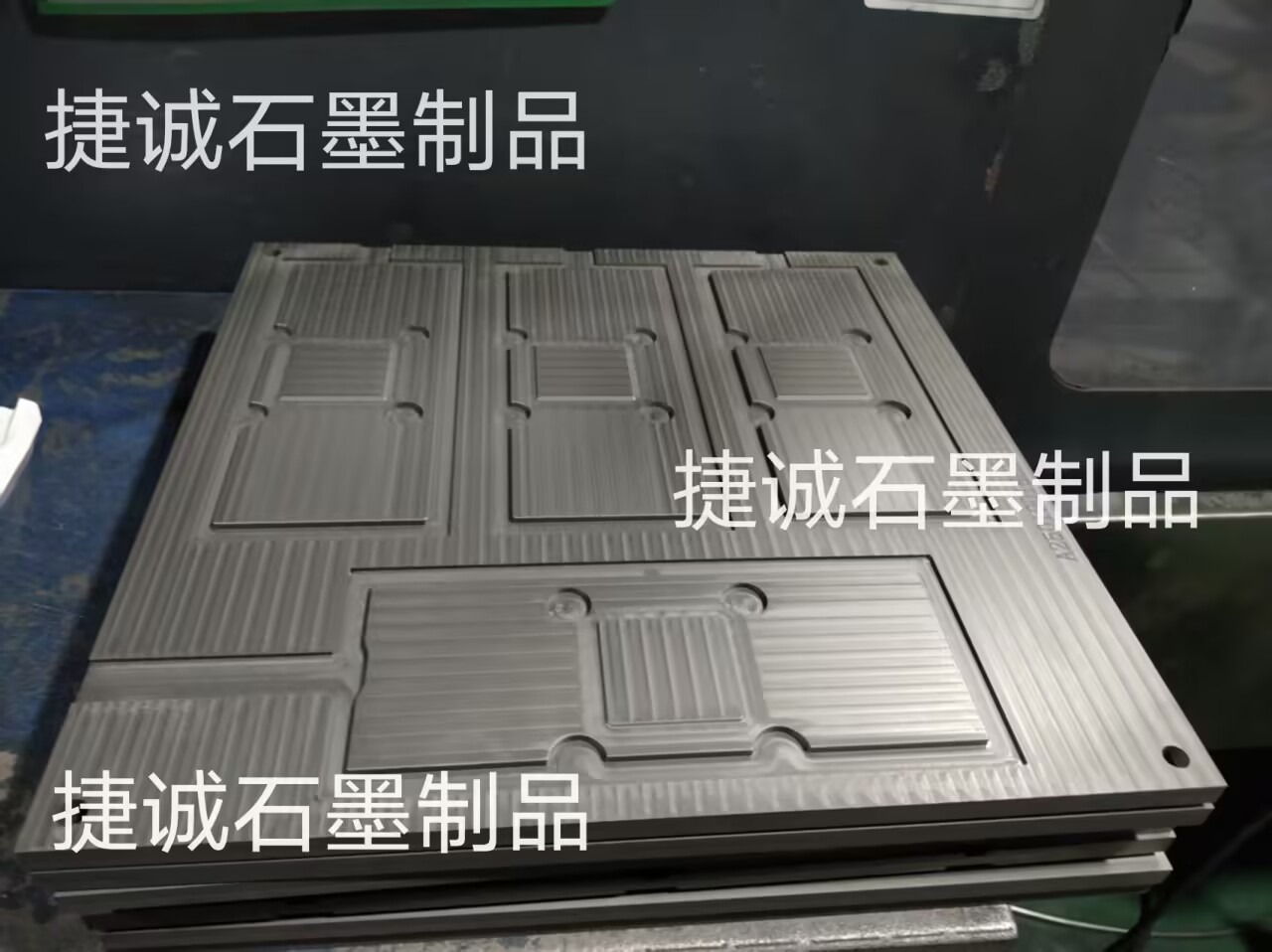
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

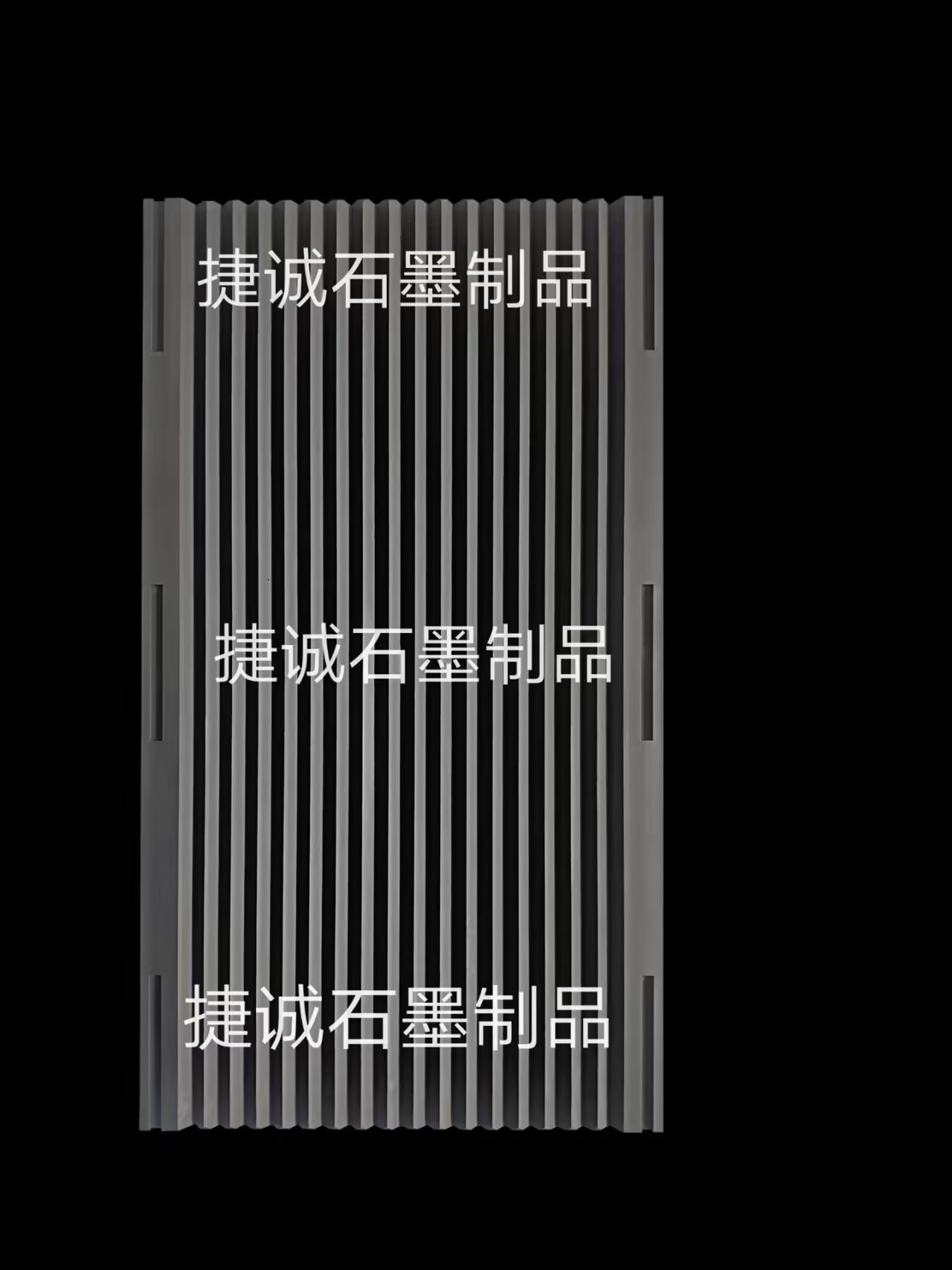
V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家