V型石墨舟,V型石墨舟皿,石墨舟皿,高强度石墨方舟,高纯石墨舟皿,高纯度石墨方舟,高温烧结石墨舟皿,V型石墨舟皿生产厂家
V型石墨舟的结构一般包括以下中心规划特征,这些特征一起保证了硬质合金烧结过程中的安稳性、均匀性和高效性:
一、V型槽体规划
几许约束与支撑安稳性
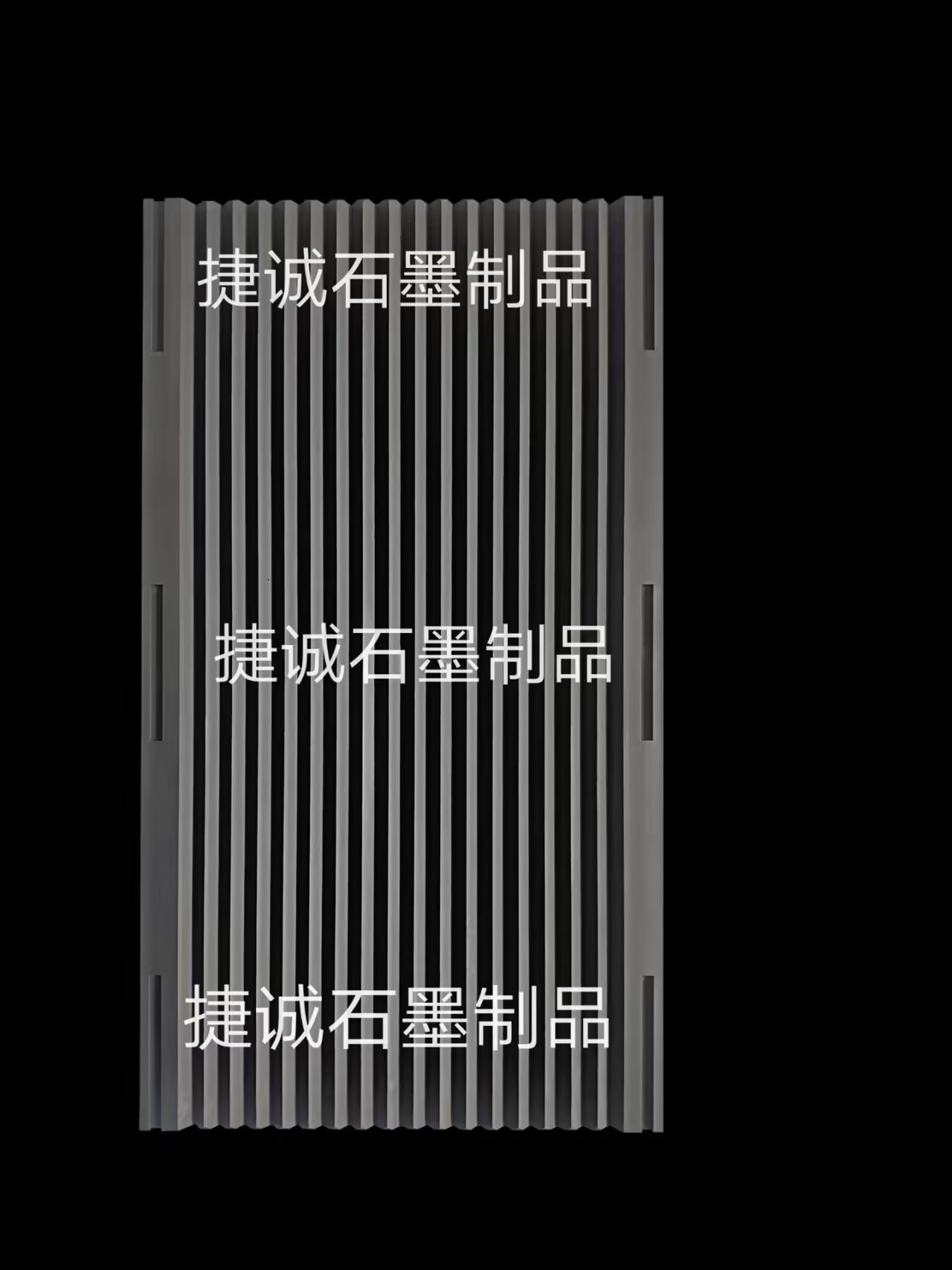
V型槽的锥形结构:经过槽壁的歪斜视点(一般为60°-90°)为硬质合金坯体供给安稳的侧向支撑,防止烧结过程中因收缩应力导致的歪斜或塌陷。例如,在烧结长条状硬质合金坯体时,V型槽可保证坯体紧密贴合槽壁,坚持直线度差错≤0.05mm。
底部支撑凸起:部分规划在V型槽底部设置凸起结构,进一步涣散坯体压力,防止局部应力会集。例如,底部凸起高度为0.5-1mm,可削减坯体与槽底的接触面积,促进热量均匀传导。
排气与气体流通优化
排气通槽:在V型槽的相对槽面上规划至少一条宽度为0.3-0.5mm的排气通槽,为坯体内部气体供给排出通道,防止气体积聚导致孔洞缺点。例如,在烧结微孔过滤器时,排气通槽可使气体排出效率进步30%,产品孔隙率均匀性进步至±2%。
棱角维护槽:在槽底支撑凸起与槽壁相交处设置棱角维护槽(深度0.2-0.3mm),防止坯体装卸时碰撞损坏槽体棱角,延伸舟皿运用寿命至传统规划的1.5倍。
二、模块化与可拆卸结构
底座与插板分离规划
石墨底座:采用高密度等静压石墨(纯度≥99.9%)制成,厚度为10-15mm,供给全体结构安稳性。底座上设置T形槽或燕尾槽,用于固定插板。
石墨插板:厚度为3-5mm,表面加工有V型槽,经过螺栓或卡扣与底座连接。例如,某类型V型石墨舟采用4块插板规划,单块插板损坏时可独自替换,修理成本下降40%。
轻量化与强度平衡
薄壁结构:槽壁厚度控制在2-4mm,在保证强度的同时削减热容量,缩短升温时刻20%-30%。例如,在烧结直径20mm的硬质合金球时,薄壁规划可使炉温均匀性进步至±5℃,产品尺度一致性进步至98%。
加强筋规划:在插板背面设置横向或纵向加强筋(宽度2mm,高度1mm),进步抗弯强度至≥50MPa,防止高温下变形。
三、资料与工艺优化
高纯度质料选择
等静压石墨:纯度≥99.9%,颗粒度≤10μm,保证烧结过程中不引入杂质。例如,运用西格里石墨V1640资料时,产品碳含量波动范围≤0.05%,硬质合金钴相分布均匀性进步15%。
抗氧化涂层:在槽体表面涂覆SiC/Si?N?复合涂层(厚度5-10μm),氧化失重率下降90%,运用寿命延伸至200次以上烧结循环。
精细加工与成型技术
等静压成型:在200MPa压力下对石墨粉进行三维均匀限制,消除内部应力,保证槽体密度≥1.85g/cm3,气孔率≤10%。
数控加工:采用五轴联动数控机床加工V型槽,尺度精度控制在±0.02mm以内,表面粗糙度Ra≤0.8μm,削减坯体与槽壁的摩擦阻力。
四、使用场景适配性规划
长条状坯体烧结
接连V型槽:在单块插板上设置多个接连V型槽,槽间距依据坯体长度调整(一般为坯体长度的1.2倍),保证烧结过程中坯体间距均匀,防止粘连。例如,在烧结长度100mm的矿用截齿时,接连槽规划可使产品直线度差错≤0.1mm。
异形坯体烧结
定制化V型槽视点:依据坯体形状调整槽壁视点(如82°、90°),匹配坯体后角规划。例如,在烧结可转位刀片时,82°V型槽可保证刀片后角精度±0.5°,切削性能进步20%。
微孔结构烧结
浅V型槽:槽深控制在1-2mm,削减对坯体下表面的热遮挡,促进均匀收缩。例如,在烧结孔径5μm的微孔过滤器时,浅槽规划可使过滤器孔隙率达标率进步至95%,过滤精度坚持率>90%。
-
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
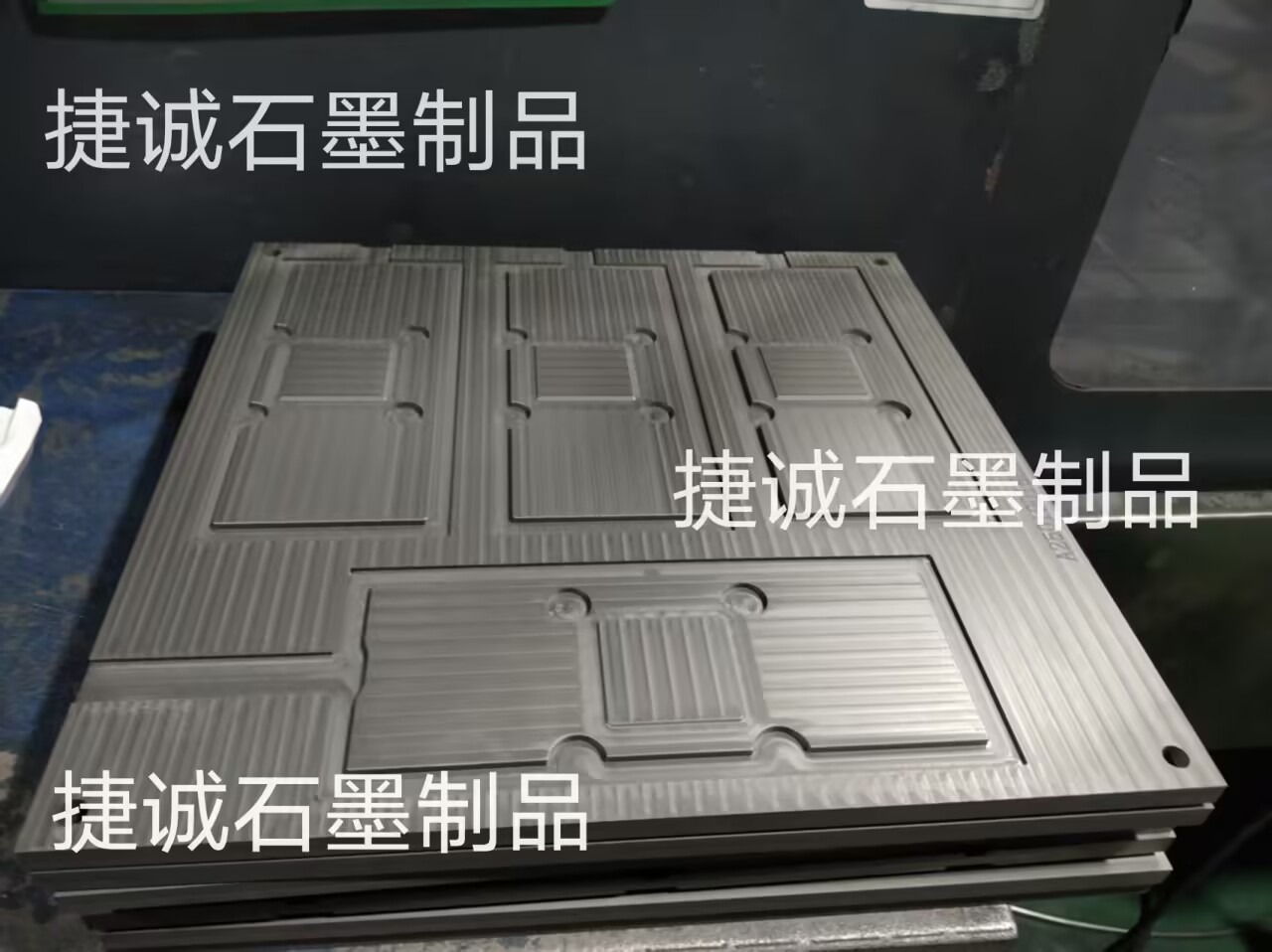
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
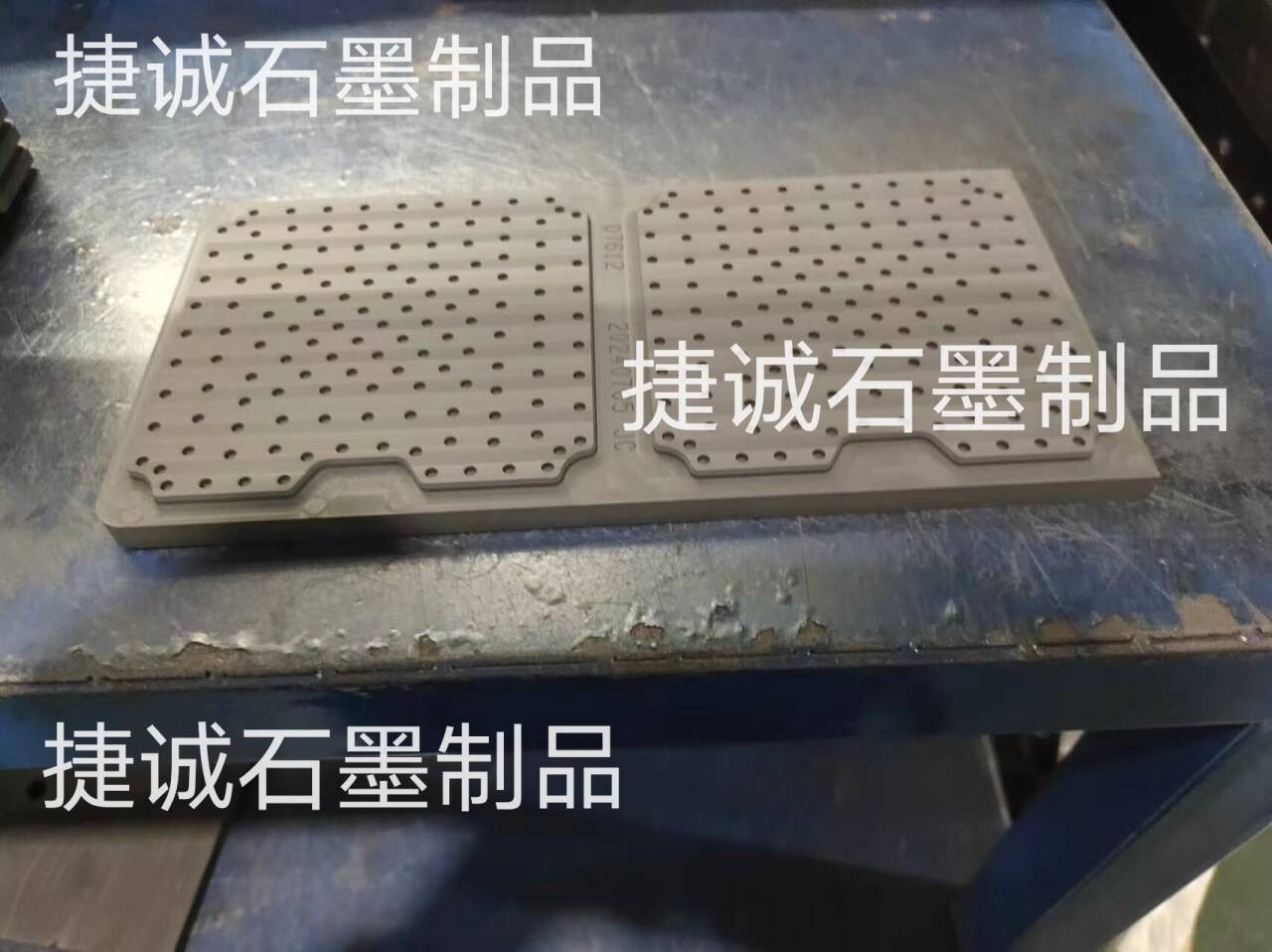
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家