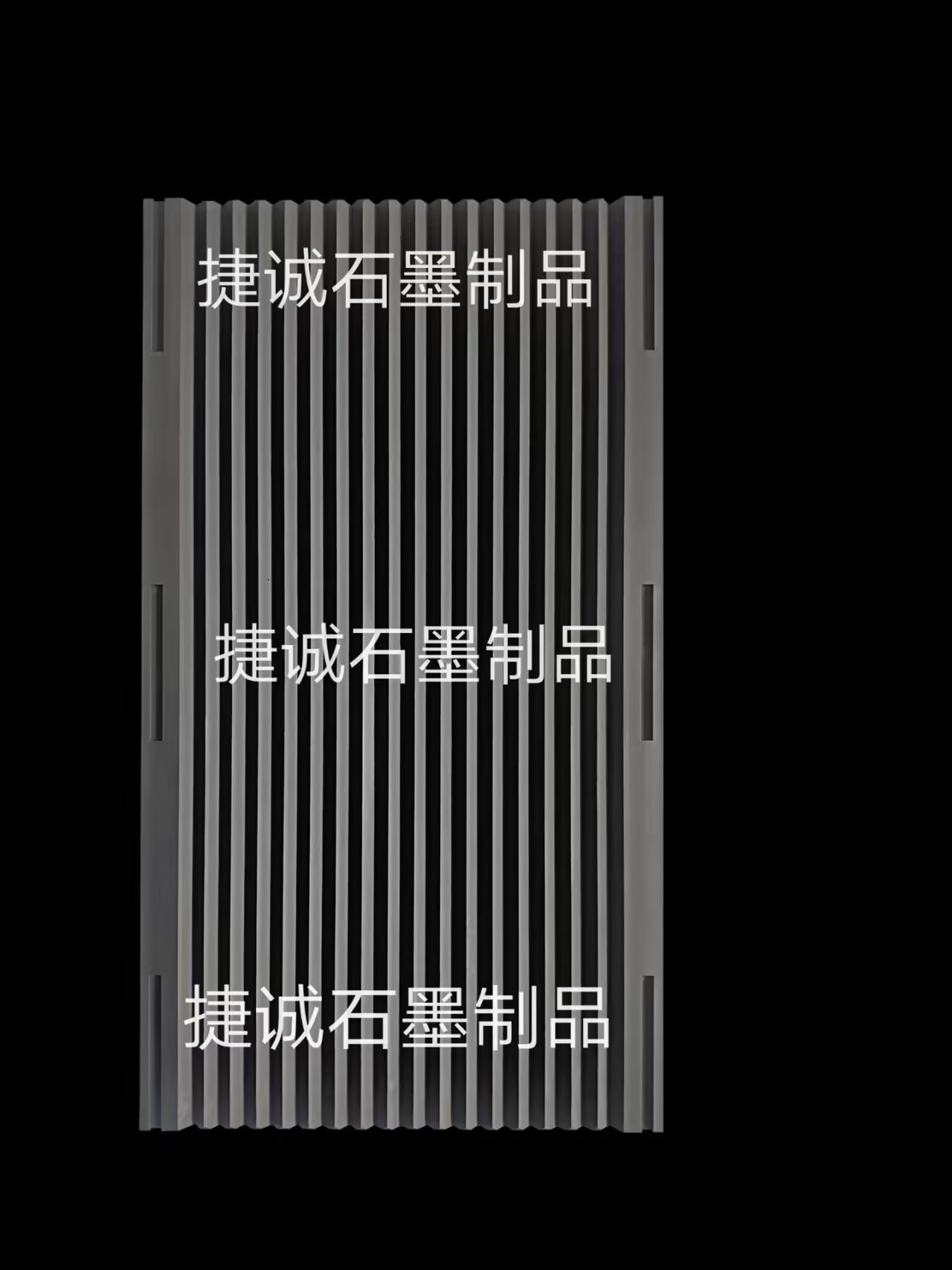
硬质合金烧结用薄型v石墨槽,V型石墨舟皿,石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
硬质合金烧结用薄型V石墨槽仰仗其耐高温、抗热震、化学稳定性强以及精准的形状控制才华,在硬质合金制作范畴具有广泛的运用场景。以下是其中心运用场景及详细说明:
一、硬质合金刀具制作
全体刀具烧结
运用方针:铣刀、钻头、立铣刀等全体硬质合金刀具。
作用:V型槽的几许绑缚可防止刀具坯体在烧结缩短过程中产生曲折或误解,确保刃口直线度与几许精度。薄壁规划减少热容量,缩短升温时间,行进出产功率。
案例:在烧结直径≤20mm的微钻时,薄型V石墨槽可完毕单次装载量行进30%,一同将刃口径向跳动控制在±0.005mm以内。
可转位刀片烧结
运用方针:车削、铣削用可转位硬质合金刀片(如SNMG、APMT等类型)。
作用:通过定制化V型槽视点(如82°、90°),匹配刀片后角规划,防止烧结过程中后角变形,确保切削性能一致性。
优势:比较传统平面石墨槽,V型槽可减少刀片与槽壁接触面积,下降粘连危险,行进脱模功率。
二、矿用东西出产
截齿与球齿烧结
运用方针:采煤机截齿、掘进机截齿、石油钻探用球齿。
作用:V型槽的锥形结构可适配截齿的圆锥形头部规划,烧结过程中通过槽壁支撑防止头部陷落,一同薄壁规划促进温度均匀传导,防止钴相偏析。
作用:运用薄型V石墨槽烧结的截齿,抗冲击耐性可行进15%-20%,运用寿数延伸至传统工艺的1.8倍。
牙轮钻头轴承烧结
运用方针:石油、地质勘探用牙轮钻头轴承套。
作用:通过精密加工的V型槽定位轴承套内孔,烧结过程中坚持同心度≤0.01mm,确保钻头旋转稳定性。
技术参数:槽壁粗糙度Ra≤0.4μm,减少抵触对轴承套表面的危害。
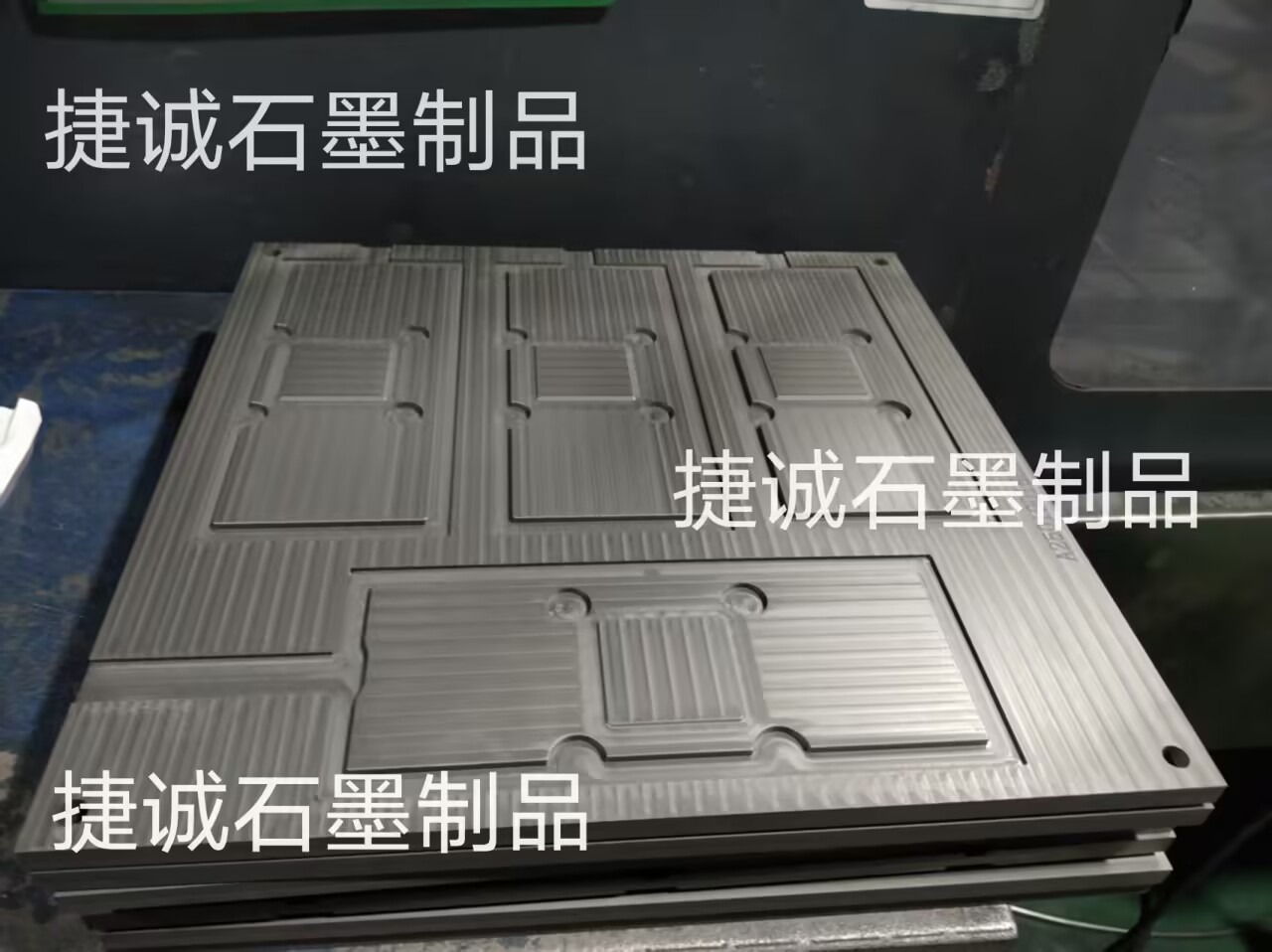
三、精密模具加工
冲压模具烧结
运用方针:电子元器件冲压模具、精密弹簧片模具。
作用:V型槽可承载薄壁模具坯体(厚度≤2mm),通过槽壁支撑防止烧结变形,一同石墨的慵懒防止模具表面碳化层增厚,确保冲裁边沿光洁度。
数据支撑:运用薄型V石墨槽烧结的模具,冲裁次数可达500万次以上,较传统工艺行进40%。
拉伸模具烧结
运用方针:不锈钢、铝合金深拉伸模具。
作用:定制化V型槽匹配模具锥度规划,烧结过程中通过槽壁绑缚控制模具缩短率,确保拉伸产品壁厚均匀性±0.01mm。
工艺优化:结合真空烧结工艺,可消除模具内部微孔,将拉伸分裂率下降至0.5%以下。
四、特别形状硬质合金件出产
异形喷嘴烧结
运用方针:砂喷丸机用文丘里喷嘴、喷砂机用旋转喷嘴。
作用:通过3D打印或CNC加工的薄型V石墨槽,可承载杂乱流道结构的喷嘴坯体,烧结过程中坚持流道规范精度,防止传统模具因热应力导致的开裂。
立异点:槽壁开设微孔透气结构,平衡烧结气氛压力,减少产品内部缺点。
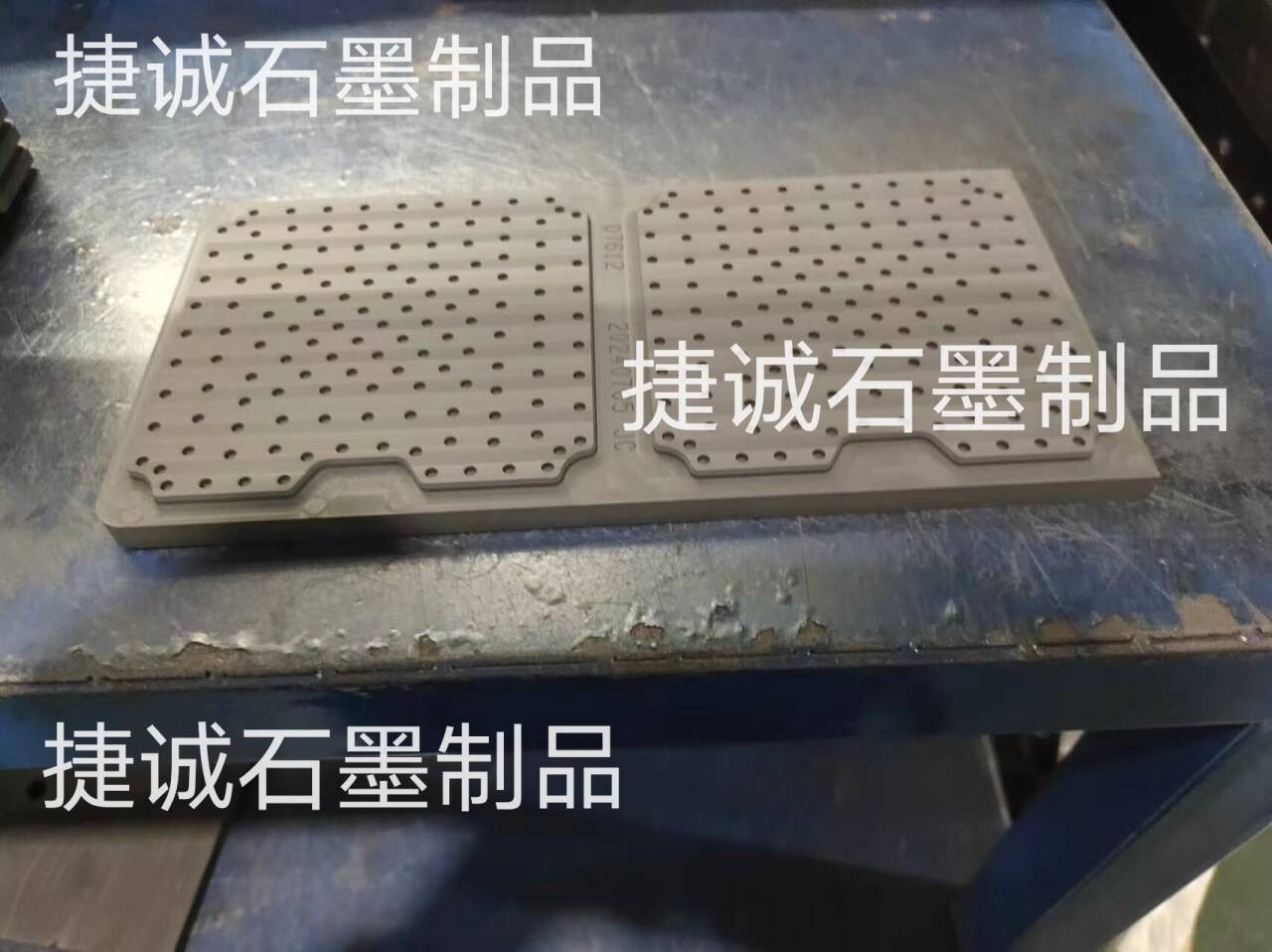
微孔过滤器烧结
运用方针:化工、医药范畴用硬质合金微孔过滤器(孔径≤5μm)。
作用:V型槽的薄壁规划减少对坯体下表面的热遮挡,促进均匀缩短,一同石墨的化学稳定性防止微孔被杂质阻塞。
性能指标:烧结后过滤器孔隙率可达35%-40%,过滤精度坚持率>95%。
五、作业趋势与扩展运用
增材制作配套
跟着3D打印硬质合金技术的老到,薄型V石墨槽被用于承载打印后的薄壁杂乱结构坯体,处理传统烧结易变形的问题。
案例:某企业选用石墨槽+真空烧结工艺,成功制作出壁厚0.3mm的硬质合金涡轮叶片,良品率行进至90%。
梯度材料烧结
通过在V型槽内分层铺设不同成分的硬质合金粉末,完毕功用梯度材料(FGM)的烧结,满意航空航天范畴对耐高温、抗磨损复合材料的需求。
技术打破:石墨槽的薄壁结构可减少层间热阻,促进元素涣散,行进梯度层结合强度。
六、选型与运用主张
根据产品规范挑选槽型
直径≤50mm的圆柱形产品:优先选用60°-75°V型槽,统筹装载稳定性与脱模便利性。
长径比>5的细长件:选用双V型槽组合规划,分段支撑防止曲折。
注重烧结工艺匹配性
真空烧结:选用高纯度(≥99.99%)石墨槽,防止挥发物污染真空体系。
低压烧结:槽壁开设透气槽或微孔,平衡炉内压力,防止产品鼓包。
保护与寿数处理
守时检测槽壁磨损量,当V型槽视点差错>2°或表面粗糙度Ra>1.6μm时需更换。
选用抗氧化涂层(如SiC)处理,可延伸石墨槽运用寿数30%-50%。
-
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家