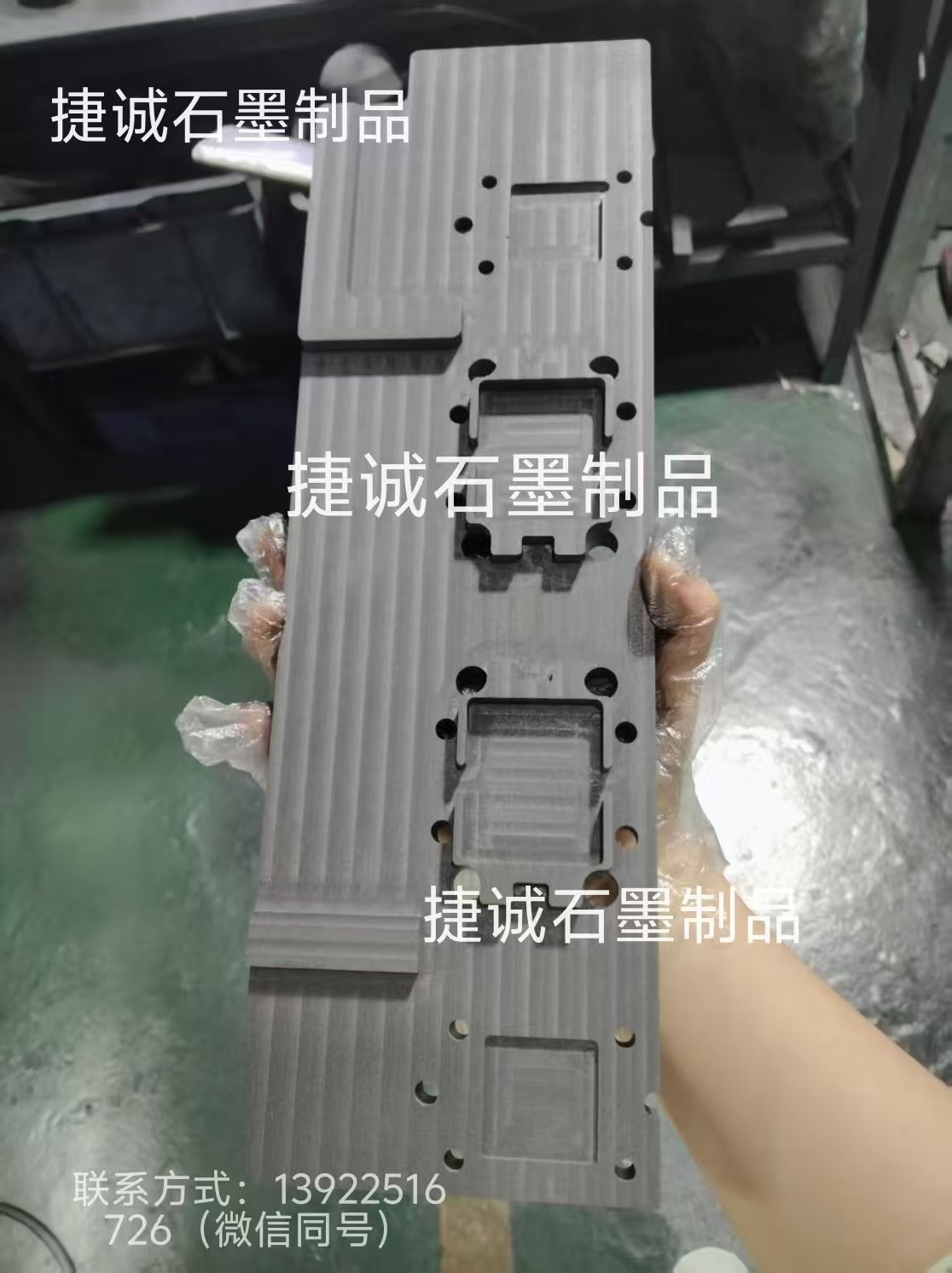
液冷板钎焊石墨模具,钎焊石墨模具,液冷板石墨模具,水冷板钎焊石墨模具,石墨模具,石墨夹具,石墨治具,石墨模具加工,石墨模具加工厂
液冷板钎焊石墨模具时,压力操控是影响钎焊质量的关键因素之一,需通过准确的合模压力与锁模压力设置、压力与速度的和谐操控以及低压合模维护等办法来保证模具的可靠性和产品质量,以下为具体分析:
合模压力与锁模压力设置:
合模压力:在液冷板钎焊石墨模具的合模过程中,合模压力的初始设置值是一个重要参数。一般来说,合模压力的初设置值能够参考为25(单位或许因设备而异,此处为示例值)。当此压力过小而导致合模速度过慢时,能够测验添加压力,但每次添加的量不宜过大,如每次加+5进行测验。需要留意的是,假如合模压力设置过大,会使动模板瞬间加高压改变停止状况为运动状况,导致动模板孔与拉杆产生巨大的摩擦力,加速机器动模板孔与拉杆的磨损,进而影响到动模板运动的平稳性与精密度,甚至或许影响到个别对合模机构精密要求较高模具的出产。
锁模压力:锁模压力的初始设置值能够参考为60(同样,单位或许因设备而异)。当锁模压力无法满意需求时,能够每次+10进行压力调整。但同样需要留意,锁模压力不宜过大,防止添加机器负荷并造成不必要的摩擦损耗。
压力与速度的和谐操控:
在合模过程中,除了压力操控外,还需要留意合模速度的操控。合模速度应与下一段合模动作具有连贯性的运动,防止呈现明显的中止动作切换。一般来说,能够设置较高的合模速度但较低的合模压力,由压力来操控速度,以达到最佳的合模效果。
低压合模维护:
低压合模维护是保证模具在合模过程中不受损坏的重要办法。在低压合模阶段,应由低压低速推动模具,从需要安全维护的间隔开始至模具彻底闭合停止。假如低压合模开始方位和停止方位设置不妥,或许会导致模具在合模过程中受到碰击或压榨而损坏。因而,需要准确设置低压合模的开始方位和停止方位,以保证模具在合模过程中的安全性。
-
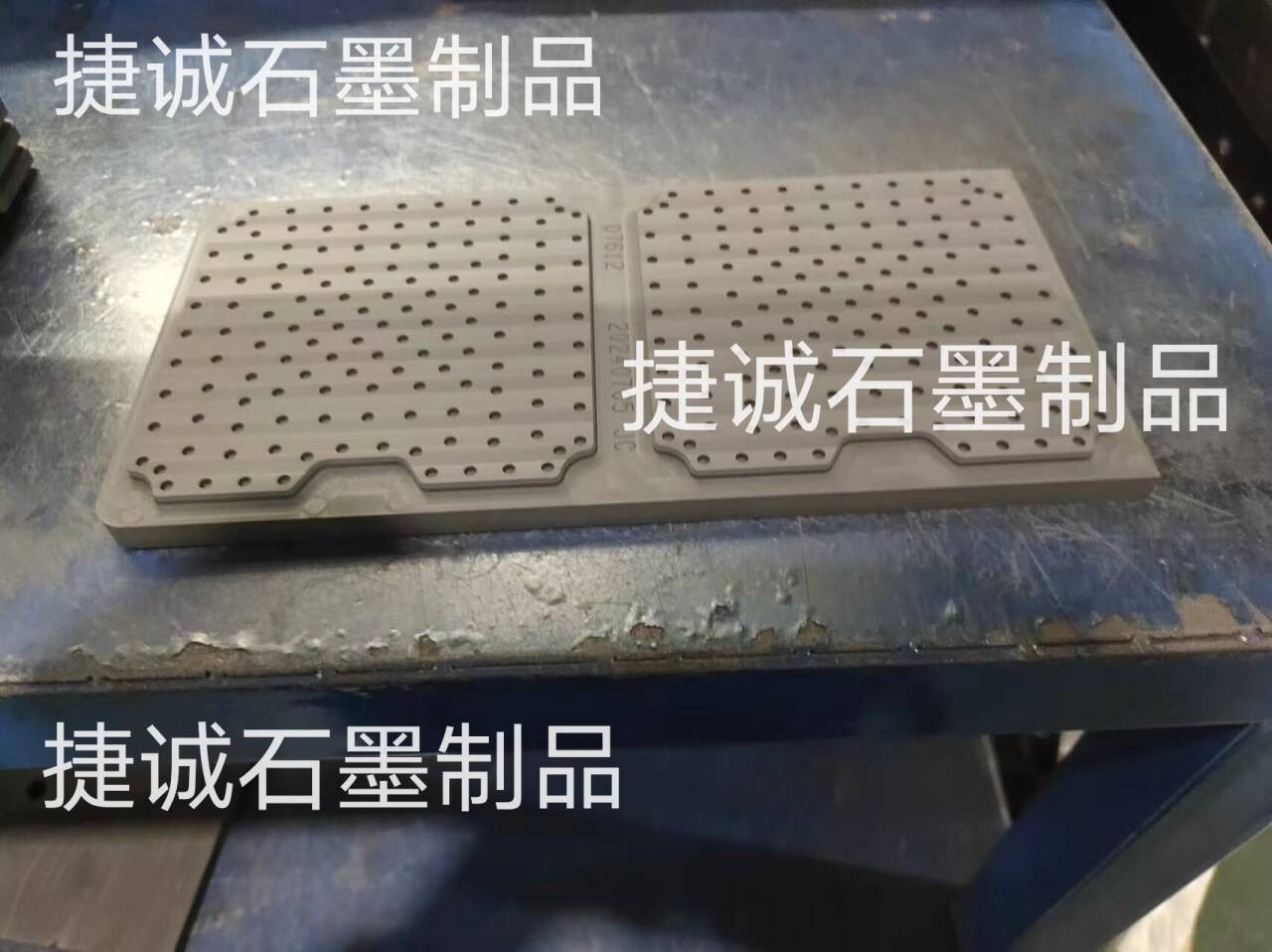
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
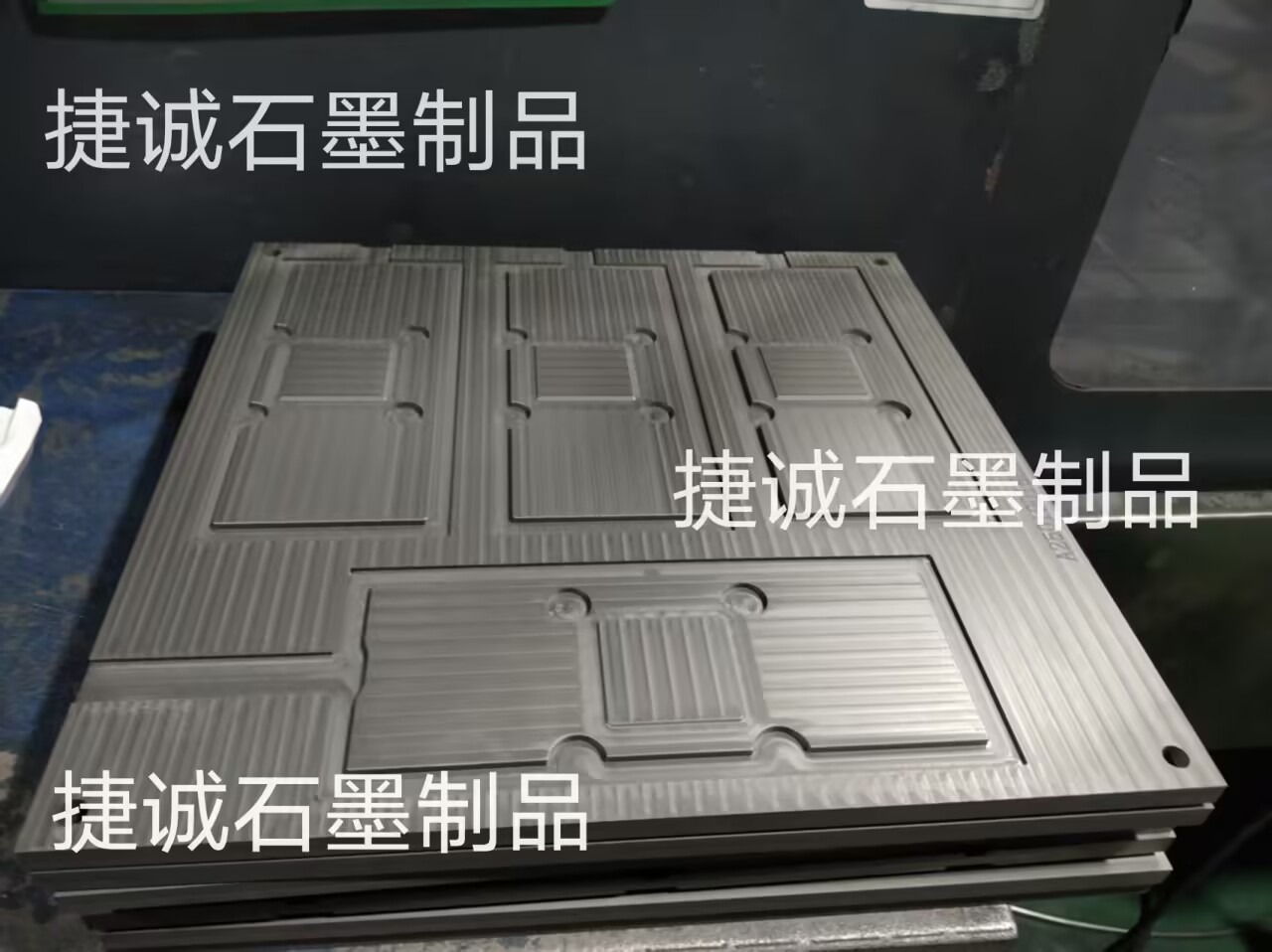
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
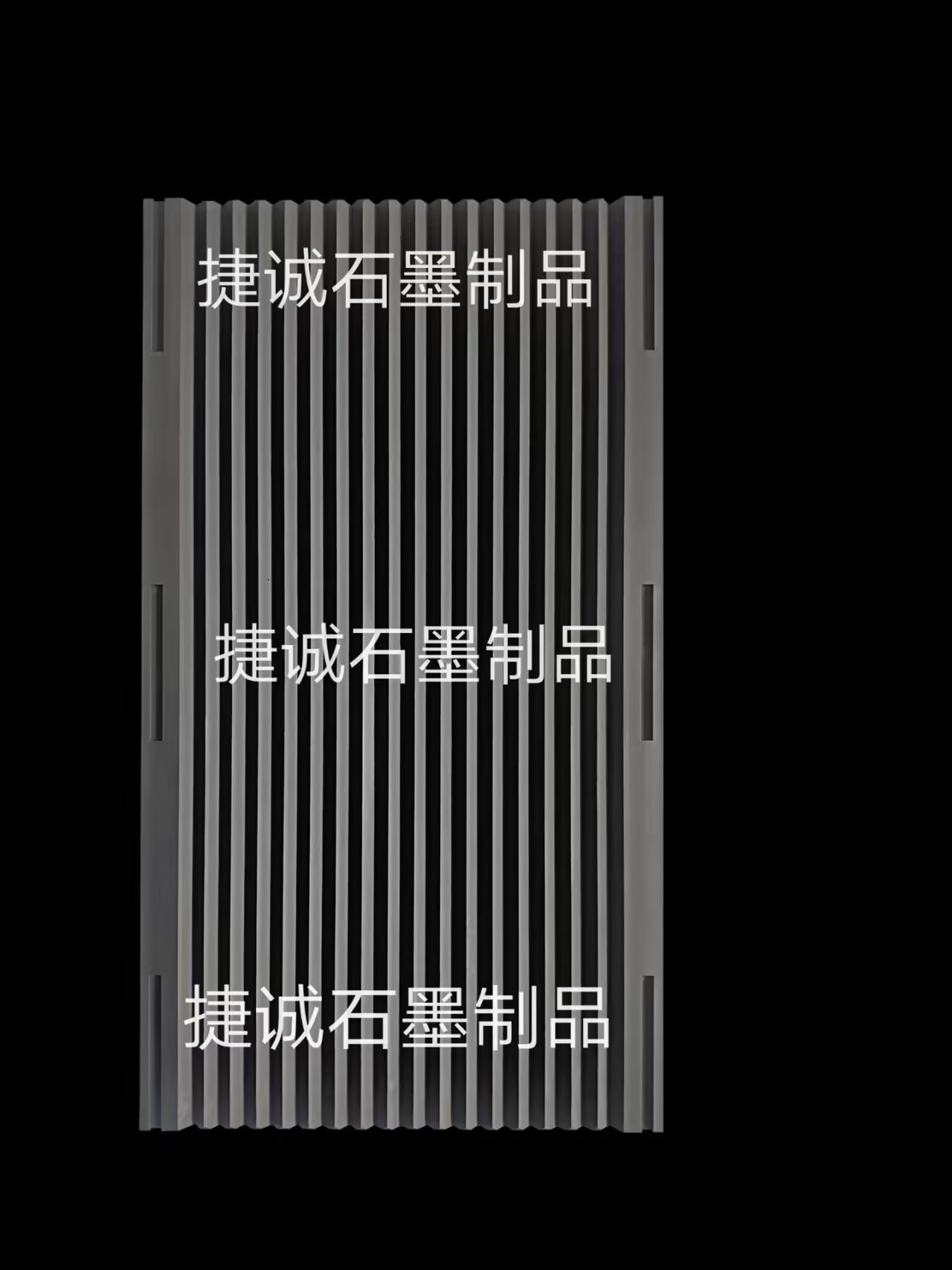
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家