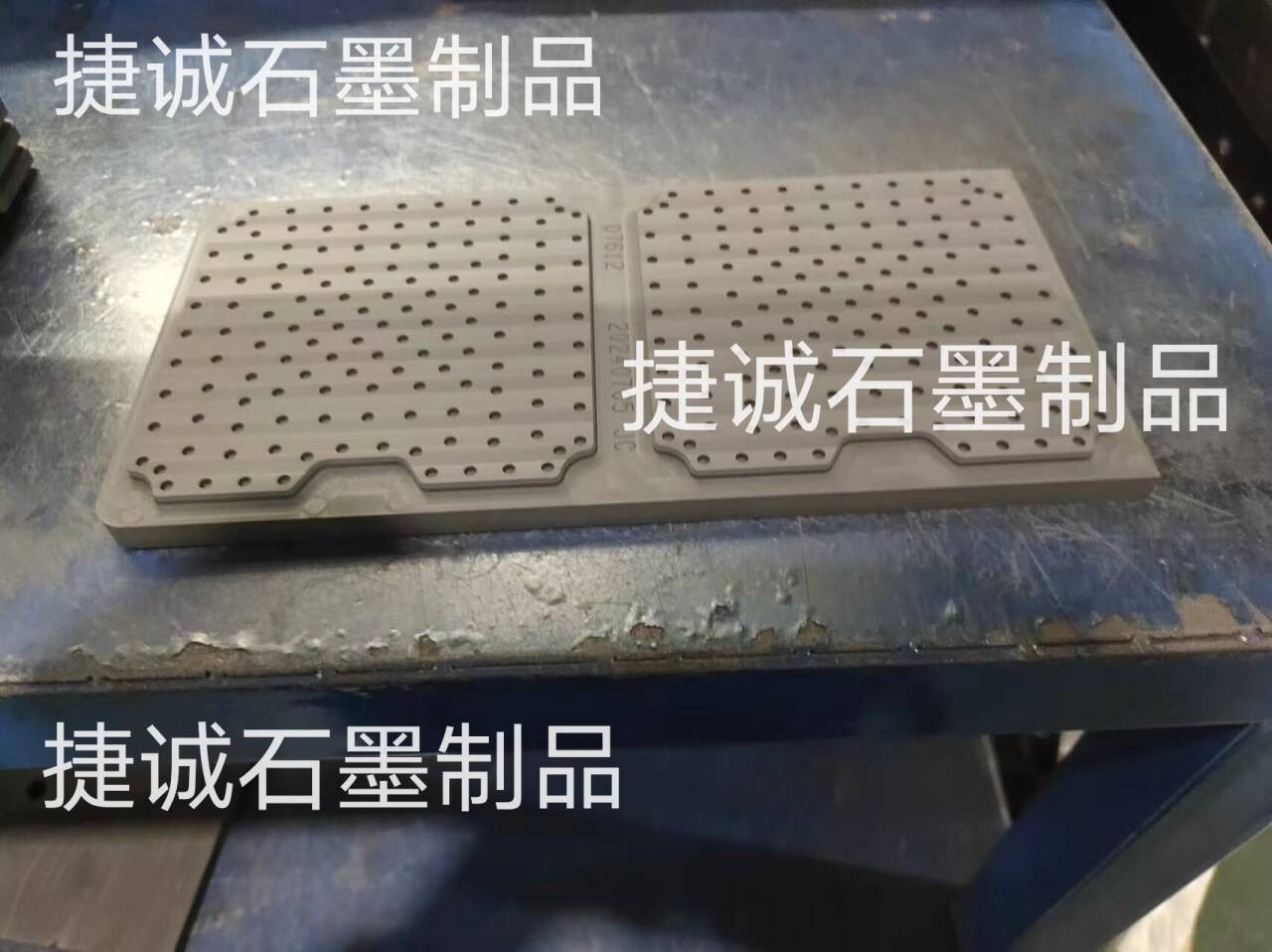
VC扩散焊接石墨冶具,VC石墨模具,均温板石墨模具,VC烧结石墨模具,VC散热石墨模具,烧结石墨模具,石墨模具生产厂家
VC涣散焊接石墨冶具的工艺参数首要包括以下几个方面:
一、温度
温度是涣散焊最重要的工艺参数之一。温度的细小改变会使涣散焊速度产生较大的改变。在必定的温度范围内,温度越高,涣散进程越快,所取得的接头强度也越高。因此,在或许的情况下,应尽或许选用较高的涣散焊温度。但需求留意的是,加热温度受被焊工件和夹具的高温强度,以及工件的相变、再结晶等冶金特性所束缚。当温度高于必定值后,再进步温度对接头质量的进步效果不大,有时反而会导致接头质量下降。
二、压力
压力也是影响涣散焊质量的重要因素。在其它参数固守时,选用较高压力能产生较好的接头。压力的上限取决于对焊件整体变形量的极限以及设备的吨位等因素。关于异种金属涣散焊,选用较大的压力有助于减少或避免涣散孔洞的产生。可是,压力过大时,在某些情况下或许导致液态金属被挤出,使接头成分失控。因此,在选择压力时,需求归纳考虑各种因素,以到达最佳的焊接效果。
三、时间
涣散时间是指被焊工件在焊接温度下坚持的时间。在该焊接时间内,必须确保涣散进程悉数完结,以到达所需的强度。但过高的高温高压持续时间并不会对接头质量产生进一步的进步效果,反而会使母材晶粒长大,影响接头功用。因此,需求合理操控涣散焊时间,以确保焊接质量。涣散焊时间并非一个独立参数,它与温度、压力是密切相关的。温度较高或压力较大时,时间能够相应缩短。
四、维护气氛
焊接维护气氛的纯度、流量、压力或真空度、漏气率等均会影响涣散焊接头的质量。常用维护气体是氩气,常用真空度为(1~20)×10^-3Pa。在焊接进程中,需求确保维护气氛的稳定性和纯净度,以避免对焊接质量产生不良影响。
综上所述,VC涣散焊接石墨冶具的工艺参数包括温度、压力、时间和维护气氛等。这些参数的选择和操控关于确保焊接质量至关重要。在实际操作中,需求根据具体情况进行归纳考虑和调整,以到达最佳的焊接效果。

-
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
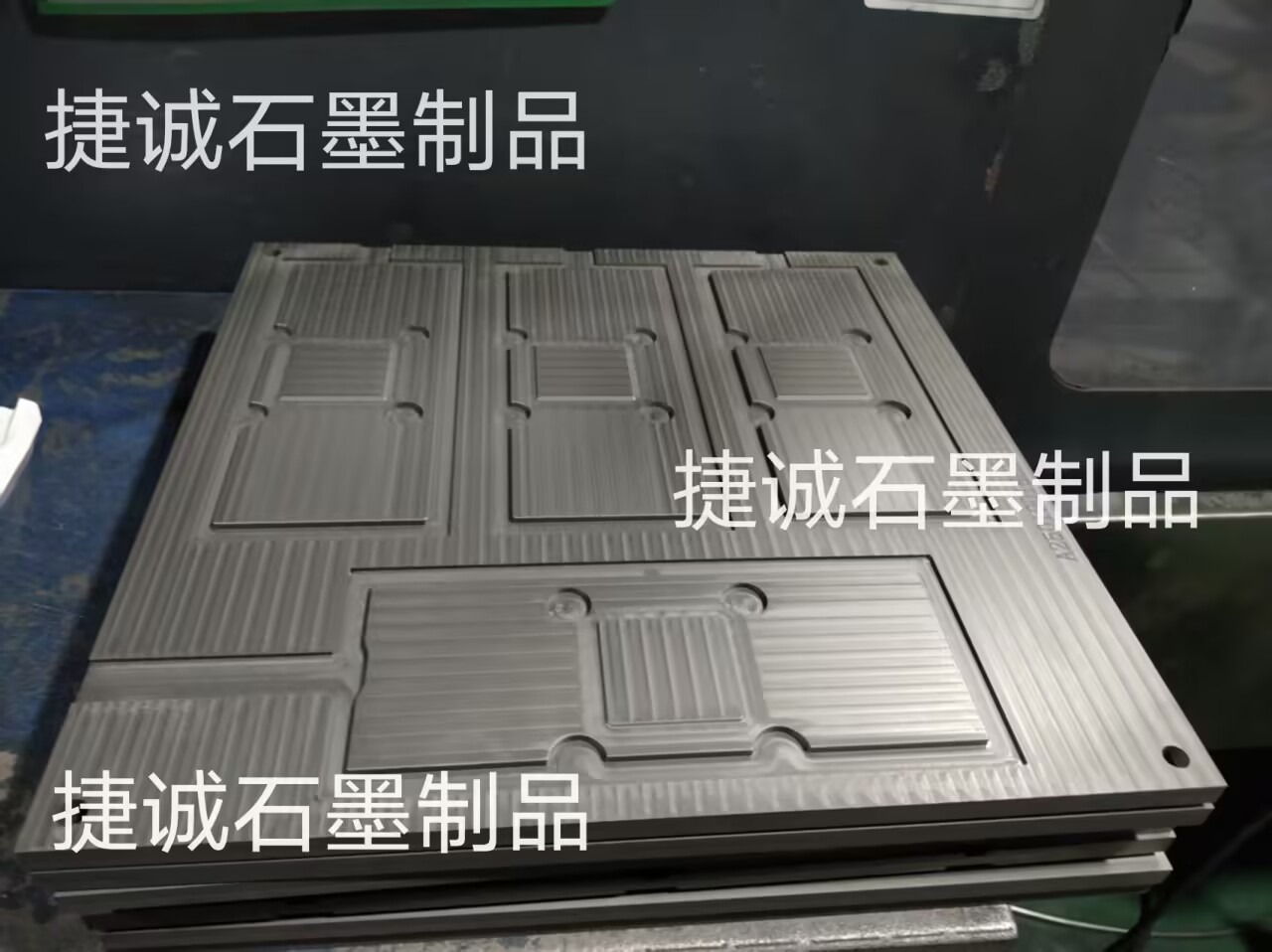
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
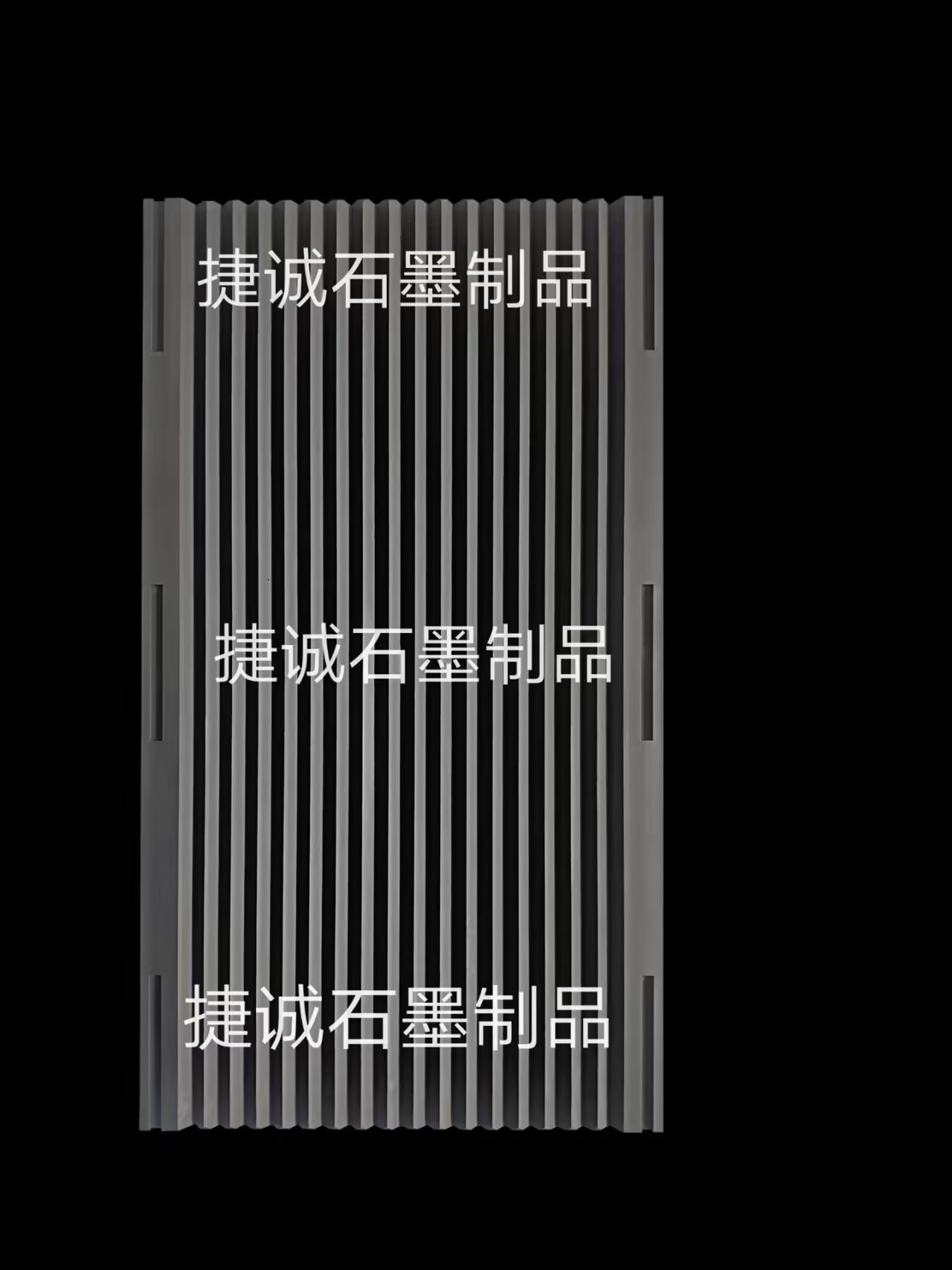
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家