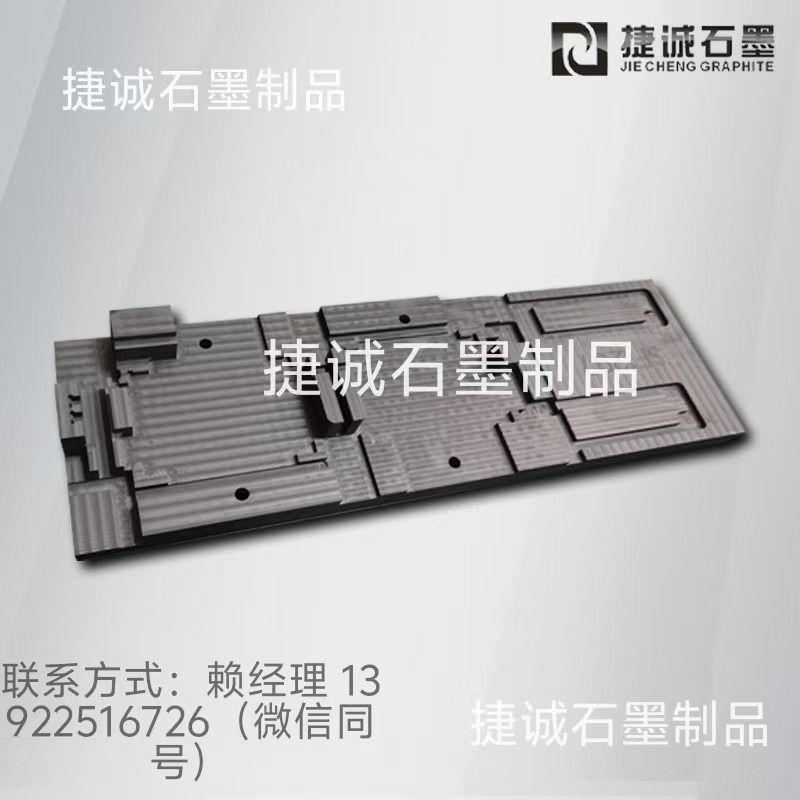
水冷板钎焊石墨模具,水冷石墨模具,液冷板钎焊石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具加工厂,石墨模具生产厂家,水冷板钎焊石墨模具生产厂家
水冷板钎焊石墨模具的精度保证办法是保证液冷体系质量与功用的关键,需从设备、工艺、检测及人员办理四方面体系性优化,以下是具体办法及剖析:
一、设备精度保证
高精度CNC加工中心
功用:装备五轴联动体系,可实现杂乱曲面(如三维螺旋流道)的微米级加工。
参数:定位精度≤±0.005mm,重复定位精度≤±0.003mm,满足水冷板流道公役±0.05mm要求。
事例:德国DMG MORI机床经过闭环反馈体系,可实时修正加工差错,保证模具精度一致性。
高刚性机床结构
设计:选用大理石床身+线性导轨结构,削减热变形对精度的影响。
优势:热膨胀系数低(大理石为7×10⁻⁶/℃),比较铸铁(11×10⁻⁶/℃)可下降40%的热差错。
吸尘与冷却体系
功用:装备强力吸尘设备(吸尘功率≥98%)和恒温冷却体系(温度动摇≤±0.5℃),防止石墨粉尘污染和热变形。
二、加工工艺优化
刀具挑选与参数操控
刀具:选用金刚石涂层刀具(硬度HV9000),切削速度可达2000m/min,削减刀具磨损对精度的影响。
参数:切削深度≤0.1mm,进给量≤0.05mm/r,防止石墨材料崩边或裂纹。
分步加工与精度补偿
流程:粗加工(留余量0.2mm)→半精加工(留余量0.05mm)→精加工(余量0mm),每步后进行精度检测。
补偿:经过激光干涉仪丈量机床差错,建立补偿模型,修正加工途径。
外表处理技术
抛光:选用超声波振荡抛光,外表粗糙度可达Ra≤0.2μm,削减流道阻力。
涂层:在模具外表涂覆氮化钛(TiN)涂层(厚度2-3μm),进步耐磨性和抗腐蚀性。
三、检测与质量操控
三坐标丈量机(CMM)检测
功用:检测模具尺寸、形位公役(如平面度≤0.01mm,垂直度≤0.02mm)。
优势:可生成3D检测报告,直观显现差错散布。
光学投影仪检测
应用:检测杂乱流道概括度,差错≤±0.03mm。
事例:经过光学投影仪检测,可发现0.05mm的细小变形,及时修正。
真空钎焊模拟与验证
流程:在模拟钎焊环境中(温度600-650℃,真空度≤1×10⁻⁶Pa)进行模具变形测验,保证钎焊后精度损失≤0.02mm。
四、人员与办理体系
技术训练与认证
要求:操作人员需经过ISO 9001质量办理体系认证,把握CNC编程、检测设备操作等技术。
事例:某企业经过月度技术查核,将模具加工不良率从5%降至1%。
标准化作业流程(SOP)
内容:明确刀具更换周期、加工参数范围、检测频次等,削减人为差错。
作用:经过SOP施行,模具加工周期缩短20%,精度一致性进步30%。
继续改善机制
办法:选用PDCA循环(计划-履行-查看-改善),定时剖析加工数据,优化工艺参数。
事例:某企业经过数据剖析,将模具热变形差错从0.05mm降至0.02mm。
五、精度保证办法对比表
办法类别 关键技术 精度提高作用 典型应用场景
设备精度 五轴联动CNC、大理石床身 定位精度≤±0.005mm 杂乱曲面流道加工
加工工艺 金刚石刀具、分步加工补偿 外表粗糙度Ra≤0.2μm 微通道液冷板制作
检测操控 三坐标丈量、光学投影仪 概括度差错≤±0.03mm 钎焊前模具精度验证
人员办理 SOP标准化、PDCA循环 不良率从5%降至1% 批量模具出产质量操控
经过上述办法的体系性施行,水冷板钎焊石墨模具的加工精度可安稳操控在±0.05mm以内,满足新能源汽车、5G通讯等高端范畴对液冷体系的高要求。企业需结合本身工艺特色,挑选适合的精度保证计划,并继续优化以适应技术发展需求。
-
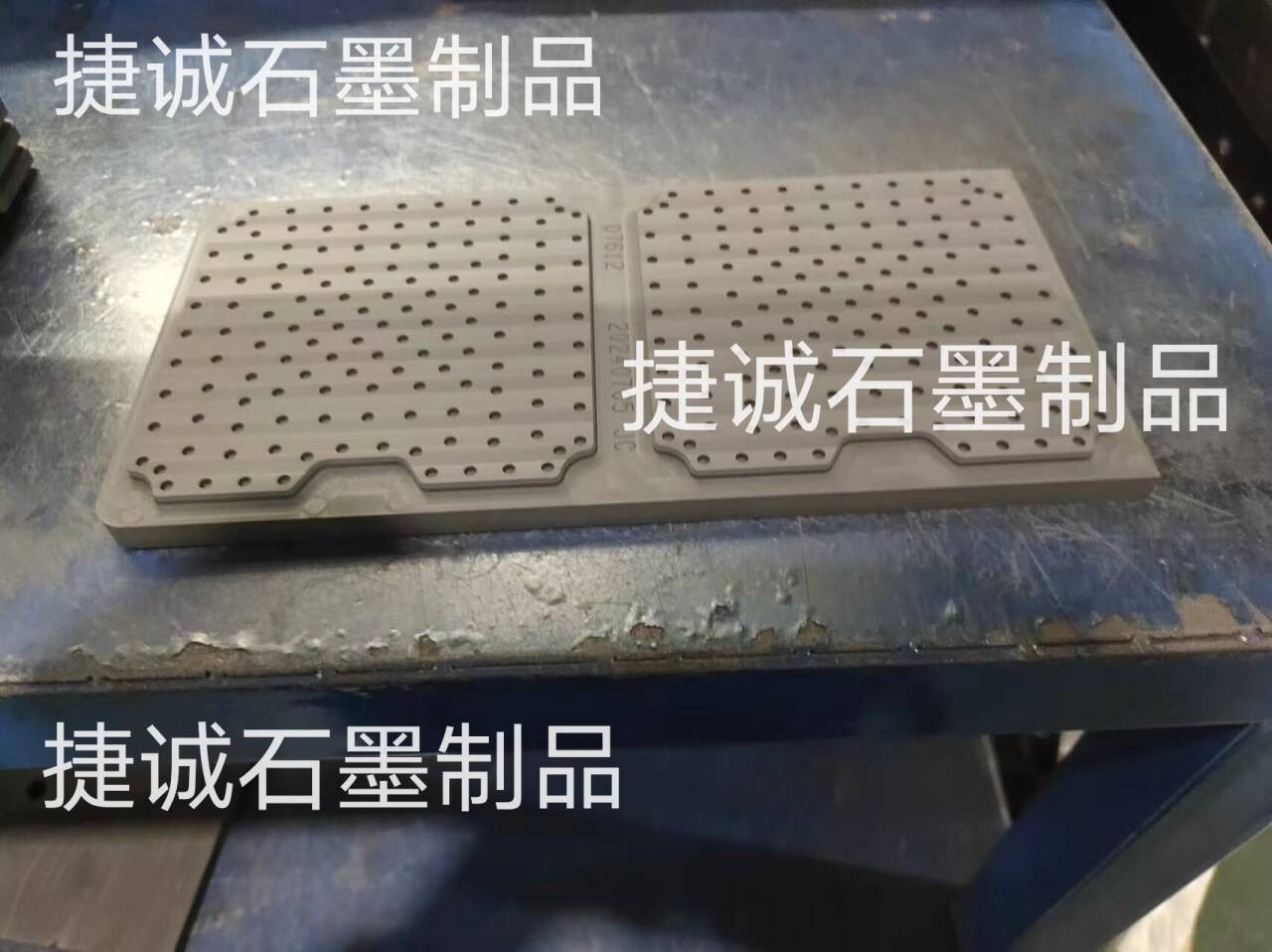
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
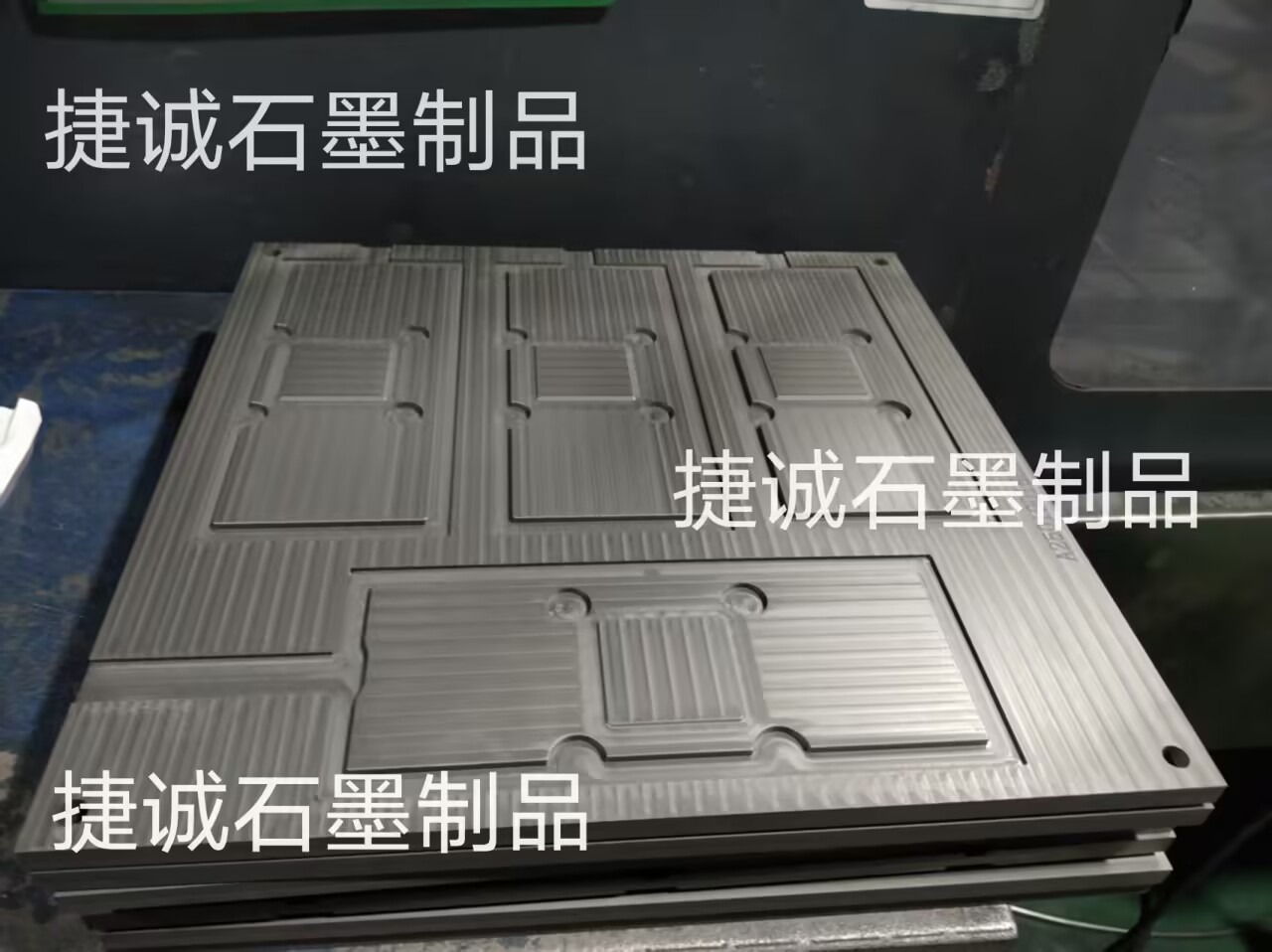
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

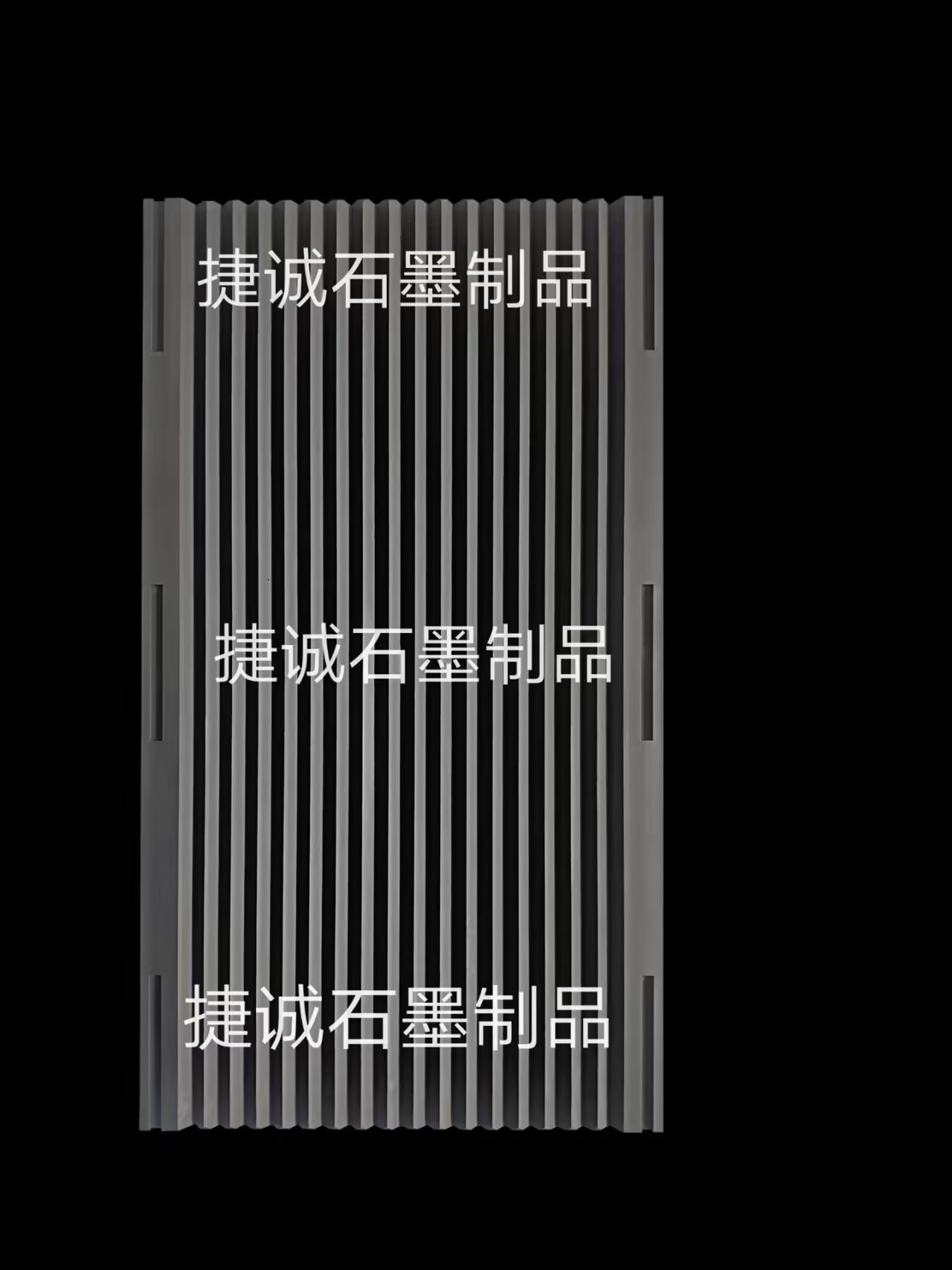
V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家