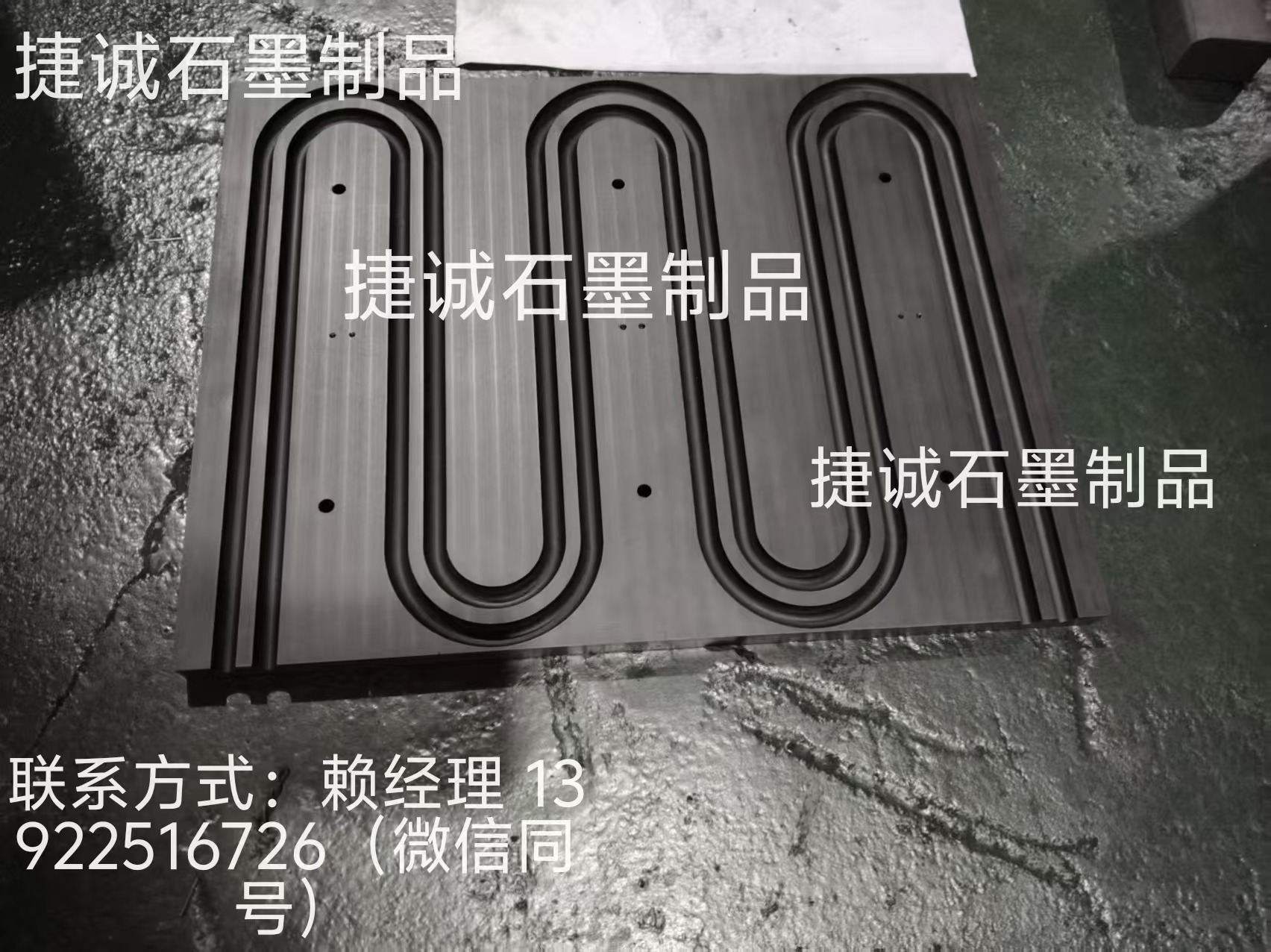
液冷板石墨模具,水冷板石墨模具,液冷板钎焊石墨模具,水冷板钎焊石墨模具,石墨模具,石墨模具加工,石墨模具生产厂家
液冷板石墨模具的加工工艺涵盖多个环节,以下为详细介绍:
模具规划:依据产品需求和运用要求,规划出合适的模具结构,确认模具的尺度、形状和流道布局等。
资料准备:
资料挑选:需综合考虑客户的运用温度(最高可达3000℃)、耐腐蚀要求(如熔融金属触摸)、导电需求等参数。例如,等静压石墨(密度≥1.82g/cm3)具有各向同性、高纯度(灰分<5ppm)特性,适用于半导体晶圆夹具等精细场景;模压石墨(抗压强度≥80MPa)本钱效益高,常用于玻璃热弯模具等中等精度需求场景;挤压石墨(颗粒度≤10μm)适用于需求外表光洁度的精细压铸模具。
切开成型:
数控线切开:运用0.2mm钼丝,加工精度±0.05mm,合适杂乱概括切开。
激光切开:速度可达10m/min,热影响区操控在0.1mm内,合适大批量生产。
注意事项:切开阶段需预留0.3-0.5mm加工余量,并注意石墨层状结构的方向性摆放;切开后需进行超声波清洗,去除外表粉尘,防止后续加工时产生崩边。
数控粗加工:
设备与刀具:运用3轴/4轴数控铣床,选用金刚石涂层硬质合金刀具(直径6-12mm)。
加工参数:主轴转速8000-12000rpm,进给速度800-1200mm/min。
操控要点:通过分层切削(每刀深度≤2mm)和途径优化,将尺度公役操控在±0.1mm以内;加工后需进行尺度初检。
精加工工艺:
曲面精铣:运用球头铣刀(R1-R3),外表粗糙度Ra≤0.8μm。
微孔加工:直径0.5mm以下微孔选用电火花工艺,精度±0.005mm。
边际处理:C0.2倒角加工防止崩边,运用800#金刚石砂轮抛光。
刀具监控:精加工阶段需实时监测刀具磨损,每加工50模次更换刀片。
质量管控系统:
进程检验:每工序完成后进行尺度抽检。
终检项目:
三坐标测量仪:全尺度检测。
投影仪:比对杂乱概括。
氦质谱检漏仪:检测气密性(针对真空腔体模具)。
包装运送方案:
初级包装:防静电珍珠棉缠绕,防止外表划伤。
二级防护:定制木箱(湿度<10%)内衬硅胶干燥剂。
运送方式:精细部件选用送货上门,振荡值操控在0.5G以下;物流环节实施全程温湿度监控,对跨国运送选用真空防潮包装,保证模具在海运环境下(湿度<60%)保持稳定。
-
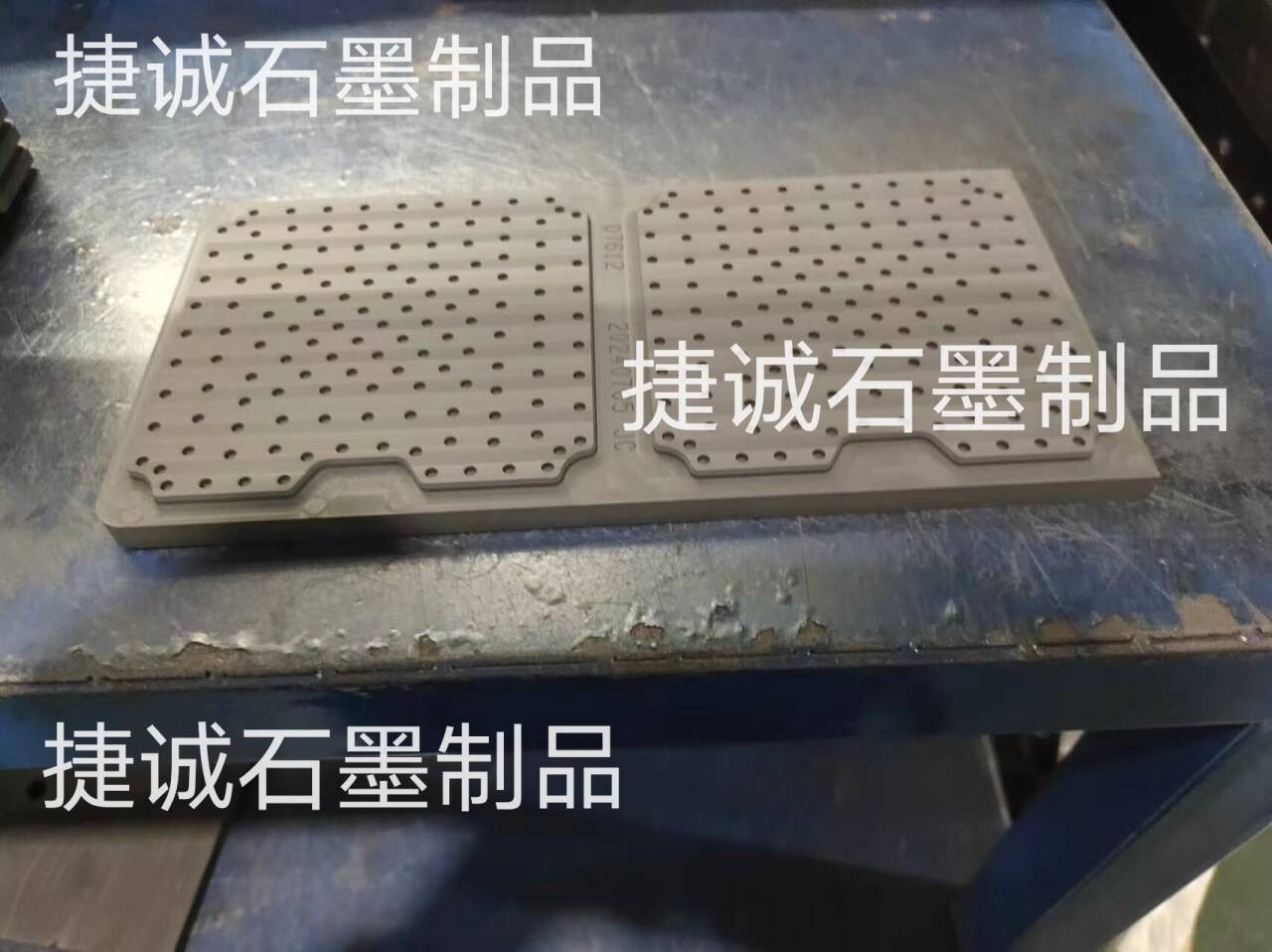
石墨治具,均温板烧结石墨模具,烧结石墨模具,石墨模具加工,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
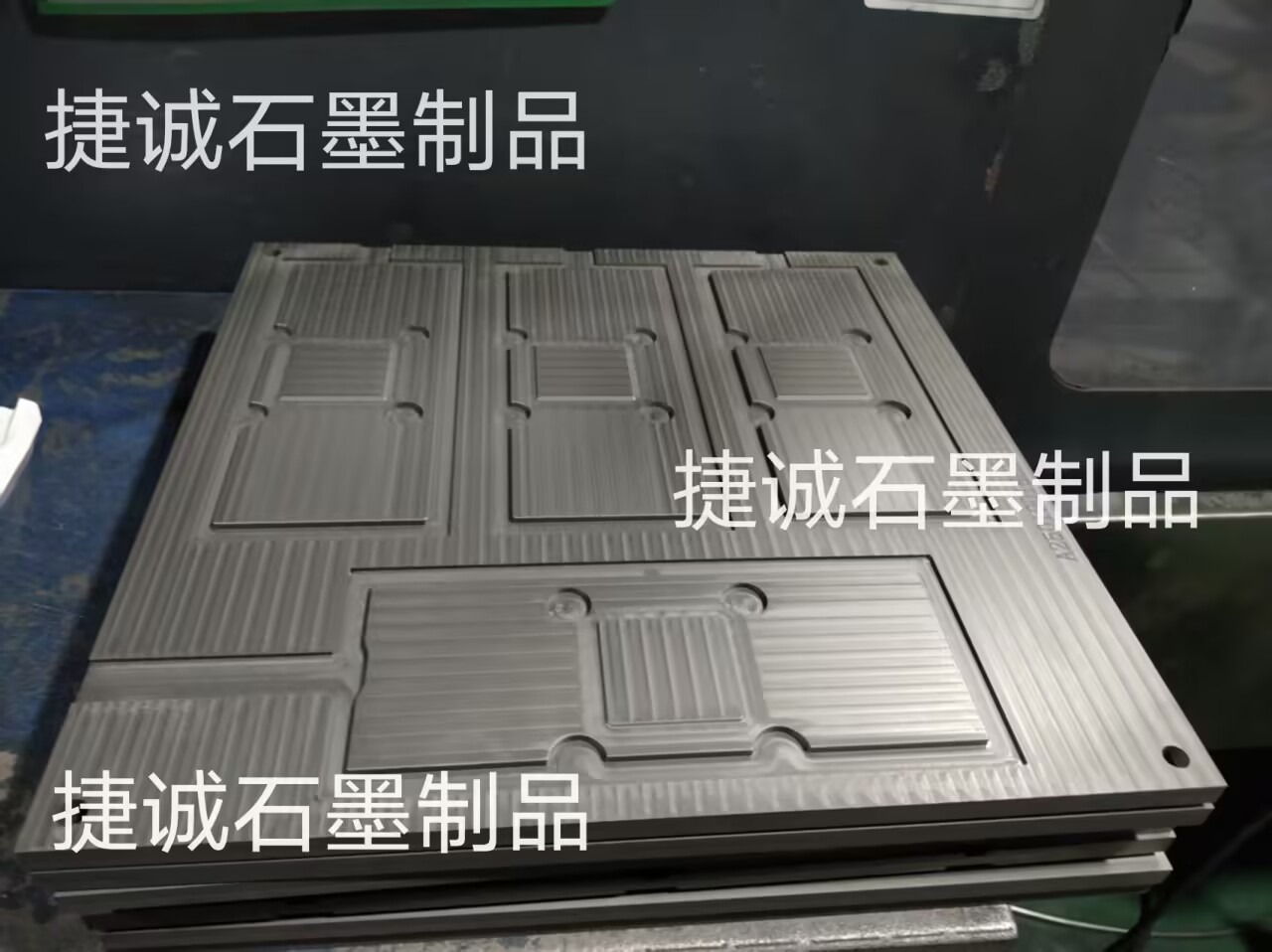
石墨治具,vc均热板石墨治具,石墨模具,vc石墨模具,石墨模具加工,均温板烧结石墨模具,烧结石墨模具,石墨模具加工厂,vc石墨模具加工,石墨模具加工厂,石墨模具生产厂家
-
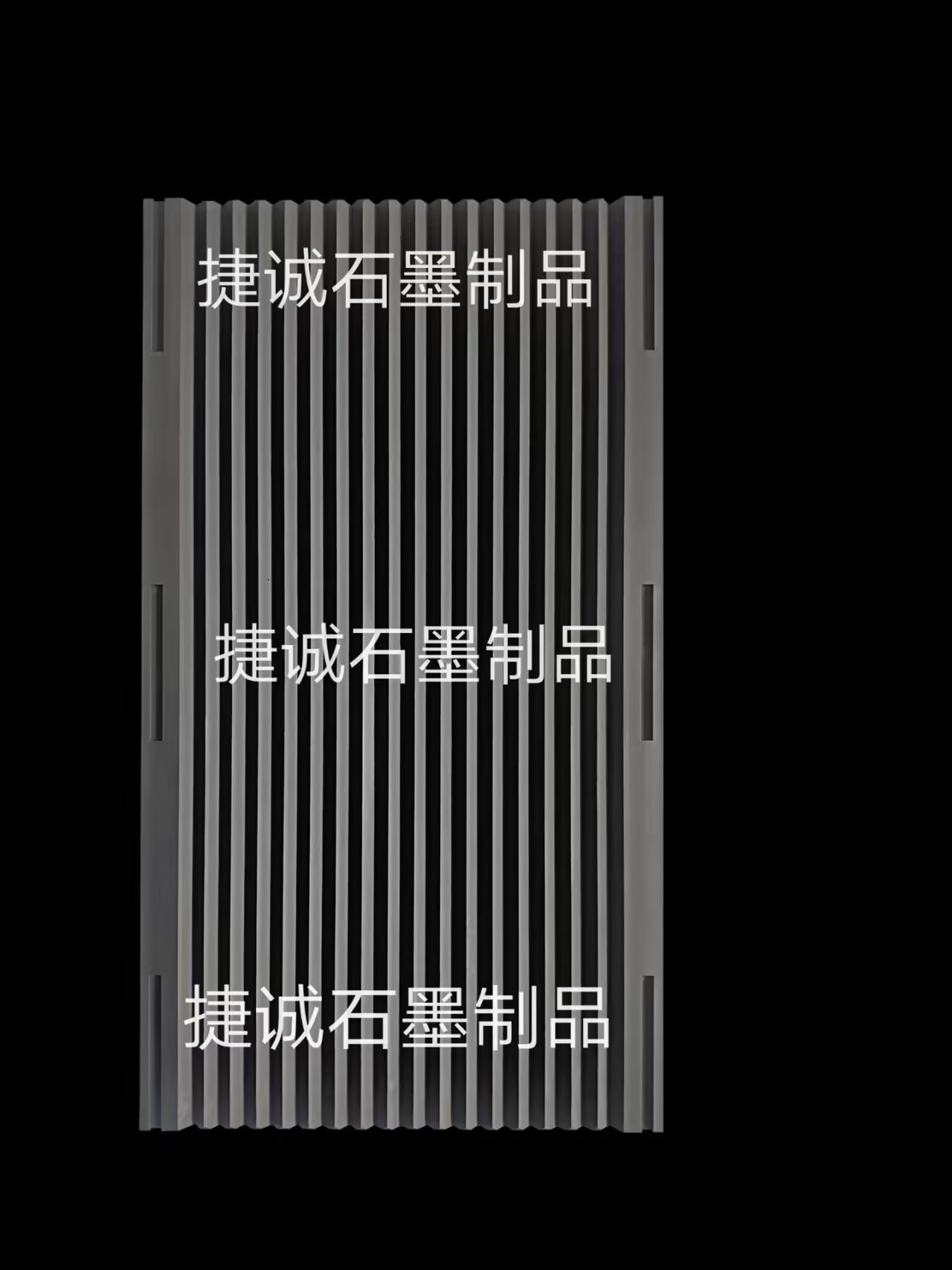
高温烧结石墨舟皿,罗兰石墨2160石墨舟皿,供应锂电池负极材料烧结石墨舟皿,高密石墨方舟 ,硬质合金石墨舟皿加工厂 ,金属冶炼金银铸造熔金石墨舟皿熔炉,高温烧结石墨舟皿生产厂家
-

V型石墨舟皿,石墨舟皿,高纯石墨舟皿,v型双向斜槽石墨舟皿 ,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,钨钢烧结用v型石墨舟皿,V型石墨舟皿生产厂家
-
V型石墨舟皿,钨钢烧结用v型石墨舟皿,高温烧结用石墨舟皿,西格里石墨R6650石墨舟皿,v型双向斜槽石墨舟皿 ,石墨舟皿,高纯石墨舟皿,烧结槽型石墨舟皿 ,V型石墨舟皿生产厂家